劉靜靜 王保剛 盧鵬
(河(hé)南平高(gāo)電氣股份有限公司)
摘 要(yào):作為GIS製造(zào)廠家來說,氣密性要求(qiú)是衡量GIS產品質量標準之一(yī),從產品的結構設計上,對有氣密性要求的零部(bù)件有著嚴格的要求,並要完全滿(mǎn)足產(chǎn)品質量要求。然而,對於不同的氣(qì)密性結構在裝(zhuāng)配工藝上也有著不同程(chéng)度的要求,裝配工(gōng)藝水平是取決於GIS產(chǎn)品(pǐn)組裝時滿足氣密要求的關鍵之一。文章主要以我公司220kV GIS產品為例(lì),從產品的(de)裝配工藝過程控製方麵淺談解決我公司軸封處V形密封圈(quān)漏(lòu)氣問題。
關鍵詞(cí):裝配工藝;V形密封圈;氣密性;軸封
引(yǐn)言
GIS製造(zào)廠及GIS產品(pǐn)用戶較常見質量(liàng)問題是密封部位的漏氣問題,產品漏氣不僅對運行中的GIS產品易造成重大質量事故,而且對環境有很大的(de)汙染(rǎn),然而在GIS產品結構中,運動(dòng)部位的漏氣(qì)更為常(cháng)見。目前國網公司及IEC標準要求都很(hěn)嚴格,產品的出廠試驗中,年漏氣率不允許(xǔ)高於0.3%,而作為製造廠家,甚至廠內做更為嚴格內控標準,我公(gōng)司(sī)內控要求不允許產品對接麵部(bù)位有(yǒu)漏氣。大多情況,在靜密封結構處我們(men)產品是完全能達到標準,而在動密封V形(xíng)密封圈處,運動多(duō)次後會出現微量氣體泄漏。下麵作(zuò)者以我公司220kV GIS產(chǎn)品軸封裝(zhuāng)配為例,從裝配方法及(jí)過程控製等方麵解決V形密(mì)封圈處漏氣問題的措施。
1 V形密(mì)封圈動密封結(jié)構
我公(gōng)司220kV GIS產品中,V形(xíng)密封圈的動密封結構(gòu)主要應用在角形隔離開關拐臂盒(hé)傳(chuán)動部位、斷路器拐臂盒傳動部位,該部位(wèi)使用軸封裝配結構,利(lì)用V形密封圈使轉動軸在運動過程中起氣體密封作用(如圖1)。
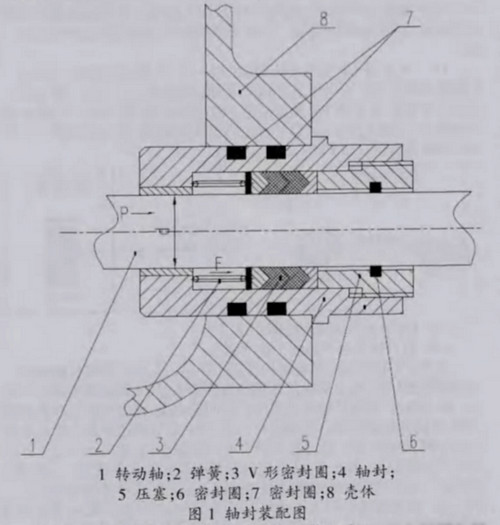
該軸封總成(chéng)裝配由彈簧、V形密封圈等組成,V形密封圈與轉(zhuǎn)動(dòng)軸(zhóu)進行配合,保證轉動軸在運動和靜止時同樣起到(dào)密封作用,保證殼體(tǐ)內氣壓不(bú)發生變化(壓降)。由於V形密封圈用於轉(zhuǎn)動軸與軸封徑向雙(shuāng)麵密(mì)封,所以(yǐ)V形密封圈結構影響密封性的主要因素不僅僅與零部件表麵粗(cū)糙度(dù)、彈(dàn)簧力、V形密封圈裝配方向、V形密封圈(quān)與轉動(dòng)軸配合間(jiān)隙相關,更主要的還有裝配時壓塞的壓緊力要求(qiú),裝配時異物混入、異物產生等密封部位潔淨度的控製要求等,有更直(zhí)接的關係。
在產(chǎn)品結構(gòu)設計時,根據(jù)轉動軸及軸封尺寸計算出彈簧力F=πdf的值,符合轉運密封設(shè)計要求。但由於裝配過程控製不當,導致V形密封圈處仍漏氣,通過對(duì)故障部位解體後發現,情況(kuàng)多為異物殘留引起漏氣(如圖2所示),或是V形密封圈與轉動軸摩(mó)擦產嚴重變形導致漏氣(如圖3所示)。

2 裝配(pèi)工藝過程控(kòng)製方(fāng)法
2.1零部(bù)件異物的控製
轉(zhuǎn)動軸為轉動件,當表麵殘留有異物時,異物隨闐轉動軸產生多次相對運動後,會隨著轉動軸(zhóu)表麵潤滑脂進(jìn)行軸位移,當位移至V形密封(fēng)圈部位時(shí),很容易將密(mì)封圈劃傷,Z終導致漏氣。
零(líng)部件異物來源及(jí)產生過(guò)程較多(duō),根據GIS產品裝配工藝要求,軸封裝配中的金屬件首(shǒu)先必須經過鉗(qián)處理,處理表麵的尖角、毛刺,尤其(qí)是螺紋件,再進行(háng)清洗並烘(hōng)幹,傳遞至裝配工位,裝配前要再對零(líng)部件進(jìn)行檢查和清擦,避免因傳遞時再產生尖角、毛刺,或粘附異物等導致漏(lòu)氣。
裝配(pèi)時,潤滑脂類的使用(yòng),是減少(shǎo)和避(bì)免異物產生的工藝措施之(zhī)一,此部位(wèi)使用潤滑脂主要是7501真空密封脂(zhī),該(gāi)潤滑脂(zhī)即有潤滑作用,又可粘附異物(wù),主要在彈簧外表麵(miàn)、V形密封圈外表麵、壓塞螺紋外表麵、軸封內表麵上均塗抹一層(céng)7501真(zhēn)空密封脂,保證零部件在進行配合裝配時起潤(rùn)滑,防止異物(wù)產生,在裝配轉動軸時,由於轉動軸與V形密封圈(quān)及軸封配合間(jiān)隙較小,要在轉動軸外表麵同樣均勻(yún)塗抹一(yī)層7501真空密封脂,防止裝配時卡(kǎ)死(sǐ)或產生異物。
2.2V形密封圈(quān)防止過變(biàn)形的控製
V形密封圈(quān)與轉動軸在相對運動時,很容易導致V形密封圈產(chǎn)生變形,然而變形的程度是依靠設計合理的(de)彈簧力(F彈),及轉動軸直徑(d),通過計算得出(chū)壓塞擰緊後(hòu)的反作用力(F壓),根據受力分析:F彈+P/SV形(xíng)密封圈端麵=F壓,根據作用力與作用力原理,計算(suàn)壓塞擰緊力矩T[2]為:

2.3壓塞裝配速度的控製
對於壓塞裝配時,由於壓塞為#45材質,軸(zhóu)封為鋁合金材質,手動裝配壓塞時,由於螺紋受力不均,極(jí)易導致壓塞對軸封螺紋產生剪切作用,雖然(rán)塗抹(mò)7501真(zhēn)空密(mì)封脂,但仍會產生(shēng)大量異物,壓塞(sāi)在旋入過程中異物被粘附到轉動軸的表麵,類(lèi)似圖2所示。通過多組試驗(yàn)證明,根據上(shàng)式計算出壓塞擰緊力矩T,選用定值T的電動或氣動擰力(lì)扳手,並將扳手設定在80~120r/min速度對壓塞進行裝配,可使壓塞旋入軸封內時異物產生量降低90%以上,並且(qiě)產生的異物成粉沫狀,使用7501真空密封脂的粘附作用,可將粉沫(mò)狀異物粘附壓塞螺紋表麵(miàn)及螺紋的退刀槽內,避免粘附到轉動軸上。
3 結束語
通過以上(shàng)工藝過程的控(kòng)製(zhì),GIS產品轉動密封部位使用V形密封圈結構時漏氣是可以控製的,能夠(gòu)保證產品的裝配質量,從而保證產品安全的運行,避免因為(wéi)漏氣原因產生重大質量事故。
參考文獻
[1]黎斌.SF6高(gāo)壓電器設計第2版(bǎn)[M].北京:機械工業出版社,2008.
[2]濮良貴,紀名剛.機械設計第7版[M].北京:高等教育出版社,2002.
[3]孫恒,陳作模.機械原理第6版[M].北京:高等(děng)教育出版社,2002.
