曾誌(zhì)英(yīng),朱雲傑
(廣東深圳(zhèn)中金嶺(lǐng)南有色金屬公司韶關冶(yě)煉廠,廣(guǎng)東韶關 512024)
摘 要:介紹日常檢修中異(yì)步電機拆機步(bù)驟、軸承的更換及安裝方法。
關鍵詞:異步電機;檢修;軸承(chéng);裝配
0 引言
異(yì)步電機是各種生(shēng)產設備的主要動力裝置,日常(cháng)檢(jiǎn)修中軸承的正確更換非常重要。小型異步電機軸承的更換顯得容易些,但對於中心高在160mm機座以上的異步電(diàn)機(jī),由於(yú)拆下兩端蓋後的轉子就直接放在定子鐵芯上,抽出具有一定重量的轉子時可能擠壓(yā)定子線圈,甚至將其破壞,造成絕緣(yuán)損壞。本文介紹(shào)異(yì)步電機檢修過程中軸承的更換等環節。
1 電機拆卸
負載側采用滾(gǔn)柱軸承,非負載側采用滾珠軸承或兩端均采用滾珠軸承的異步電(diàn)機(jī)拆卸流程如圖1所示。
圖(tú)1 異步電機拆卸流程圖
異(yì)步電機的軸(zhóu)承一(yī)般為滾動軸承,主要用於轉速小於1500r/min、功率在1000kW以下,以及轉速在1000~3000r/min、功率在500kW以下的中小型電機。其中,小型電機兩端采(cǎi)用滾珠軸承;中型電機負(fù)載側采用滾柱(zhù)軸承,非負載側(cè)采用滾珠軸承。下麵介紹拆卸流程中需要注意的地方。
(1)拆電機的外部接線,並做好標記。應做好與三相(xiàng)電源相對應的標記,然後鬆開底腳螺釘將電機(jī)與傳動機械分開,移動電機時要記錄其地(dì)腳下麵的墊片厚度和數量,不(bú)要弄錯,以防電機(jī)落回原位重新調(diào)整墊片厚(hòu)度和數量時增加麻煩。
(2)拆卸皮帶輪或聯軸器。用兩腳卡子、三腳卡子或專用拉具慢慢拉(lā)出,有(yǒu)時需要先加一些液把手之類(lèi)的潤滑液在皮帶輪或聯軸器和電機軸之間的縫隙中,使之滲透(tòu)潤滑,便於拆卸;軸與輪配合較緊時,還(hái)需對輪或聯軸器進行(háng)快速加熱才能將其拆下;拉(lā)具用力時,合力必須沿軸線方向;對於軸中心較高的電機,為(wéi)防止拆(chāi)卸工(gōng)具(jù)轉動並保持平穩(wěn),可(kě)在其下墊上枕木。
(3)拆下(xià)軸承外(wài)蓋,鬆開端蓋的緊固螺釘,並在端蓋與機座外殼的接縫處做好標記(前後兩個端蓋的標記不應相同),將卸(xiè)下的大緊固螺釘擰(nǐng)入電機端蓋上專門設置的螺孔中,再將端蓋頂出(用力要對稱均(jun1)勻);若(ruò)是無此螺孔的電機,則隻能(néng)用扁鏟和鐵錘敲打端蓋與接縫處,再用(yòng)銅棒(bàng)敲打,把端(duān)蓋從機(jī)座(zuò)上卸下來。端蓋較重時,應使用起重設備(bèi)吊住端蓋(gài)逐步卸下,此時須防止損害電機端蓋及端部線圈。對於小型電機,拆(chāi)出前端蓋後,後端蓋和整條轉子可直接取出,取出時注意不要損壞端部(bù)線圈。
(4)拆卸帶有電(diàn)刷的電機時(shí),應將電刷自刷握中取(qǔ)出,拆下刷架。
(5)抽出轉子之前,必須弄清楚轉子是否有必要抽出。對於全(quán)封閉IP44(防護等級)以上的電機,若拆開端蓋發現電機內部清潔、繞組無故障,可不必抽出轉子;對於IP23及以下的電機,若拆開端蓋發現內部粉塵較大,定(dìng)、轉子需(xū)進行徹底(dǐ)檢查(chá)與清潔,則(zé)有必要抽出轉子。
(6)抽出轉子時(shí),注意不要碰傷線圈。轉(zhuǎn)子重量不大時,可用手抽(chōu)出,但要防止手滑(huá)而損傷定子繞組端部。轉子重量較大時,則應使用起重設備吊住轉子,在吊住轉子之前還要加(jiā)裝假軸(鋼管)套住(zhù)轉軸,目的是增加轉軸長度;即先在轉子軸兩端套(tào)以起重用鋼絲繩,用起重設備吊住轉子,慢慢(màn)移出(chū)轉子或移動電機(jī)使轉子(zǐ)與定子分開,注意防止(zhǐ)繞(rào)組損壞(huài),為了不使鋼管刮傷軸頸,可在鋼管內襯一層厚紙板,可一(yī)次性抽出的轉子抽出後應放在幹淨的托板或木(mù)枕上。對於不加(jiā)裝假軸或無法加裝假軸的轉子,需使用兩次抽轉子方法,即先(xiān)用雙(shuāng)鉤(gōu)抽轉子,抽到一定長度後(hòu),將抽出部分放在與電機相當的高度上,定子內(nèi)的部分則暫時(shí)支撐在(zài)定子鐵芯上(shàng),然後再(zài)將轉子吊走。
(7)用壓縮空氣吹淨電(diàn)機定、轉子內(nèi)部的灰塵,檢查各部件的完整性(xìng),清洗(xǐ)油汙、鏽(xiù)跡;在檢修時,所有電機(jī)配件要分(fèn)類擺放在幹淨的地(dì)方,並用(yòng)清潔的布蓋好,防止混亂及雜(zá)物、粉塵(chén)進入。
(8)拆卸清洗電機軸承及有關部件。由於拆卸電(diàn)機軸承時會磨損配合表麵,降低配合強度,因此不要輕易拆卸軸承,必須判斷軸承是否損壞、有(yǒu)無必要做粗清洗。檢查時,用手盤動旋轉軸承外圈,觀察其(qí)轉動是否靈活,如遇卡澀或過鬆現象,可用燈光仔細檢查,觀察滾道間、保持架及滾珠或滾珠表麵(miàn)有無鏽跡、斑(bān)痕,並測量軸承徑向間隙和軸向間隙,以決定是否需要(yào)更換。測量軸承徑向間隙時參照表1數據,有壓鉛絲法(fǎ)和塞尺測量兩種方法,這(zhè)裏介紹壓鉛絲法,即將軸(zhóu)承內圈固定,然(rán)後將事先壓扁的保險絲(直徑1~2mm,比軸(zhóu)承間隙稍大)塞入滾動體和滾道的間隙內,轉動軸承外(wài)圈將保險絲壓扁,再將保(bǎo)險絲從軸承內取出,用千分尺測量其平均厚度,結果即為軸承的(de)徑向(xiàng)間隙。測(cè)量軸承軸向間隙時,先將軸承內圈固定(dìng),用百分表測量軸承外圈端麵,推動軸承外圈另一端麵直致極(jí)端點(diǎn),百分表顯示的數值即為軸承軸向間隙(不大於0.03mm),為保(bǎo)證測量的準確性,可選多點取(qǔ)其平均值。拆卸電機軸承時,應選擇大(dà)小適宜的拉具夾(jiá)住軸承,將軸承(chéng)拉出,拉具腳應(yīng)盡量(liàng)緊(jǐn)扣軸承內圈,拉具頂端不得損壞(huài)轉子軸端的中心孔。
表1 軸承徑向間隙數據 mm

2 電機裝配前準備
(1)電機(jī)裝配(pèi)步驟與拆卸時相反,安裝前應檢查各部件有(yǒu)無損傷,吹(chuī)塵後定、轉子內外表麵塵(chén)垢可用粘有酒精或汽油的棉布(bù)擦拭幹淨,清除電機內部異物(wù),檢查表麵有無磨損。
(2)安裝滾動軸承時,為了防止軸承內圈與軸(zhóu)頸、軸承(chéng)外圈與端蓋軸承座發生相對運動以及配合過緊,要求檢查(chá)其配合公差,軸承內圈與軸需采用合適(shì)的過盈配合,這樣可使(shǐ)軸承運(yùn)動時(shí)受力均勻,保證其承載能(néng)力和壽命(mìng),滿足生產檢(jiǎn)修周(zhōu)期的需求(qiú)。
(3)由於軸承內圈與軸(zhóu)頸的配(pèi)合是基孔製,軸承外圈與端蓋軸(zhóu)承座的配合是基軸製,因此檢(jiǎn)查(chá)到配(pèi)合尺寸不符合要(yào)求時,隻能修正軸頸和端蓋軸承座(zuò)的尺寸。
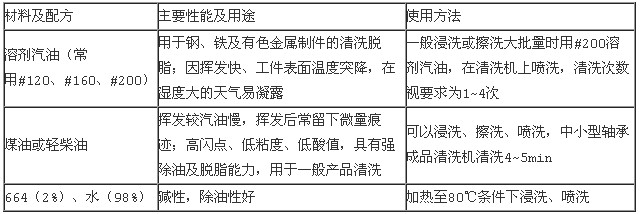
(4)軸承的檢查、清洗。測量軸承徑向間隙和軸向間隙,達標後方(fāng)可進行清洗。軸承清洗(xǐ)可利用高壓蒸汽或高壓風管,再用汽油衝洗(xǐ)。舊軸承的清洗可先用竹(zhú)板(bǎn)條將軸承上的大部分潤(rùn)滑脂刮(guā)下再(zài)清洗,如果潤滑脂結塊,可用加熱至70~80℃的中性洗滌劑刷洗(或(huò)用噴槍噴射衝洗),或(huò)用105℃熱油衝洗,油(yóu)加熱時,務必注意現場安全,清理幹淨後(hòu)再用(yòng)汽油衝洗兩遍,粗洗後再(zài)進行精洗,這時可轉動軸承內外圈,檢查轉動是否靈活。對於全封閉180型軸承,出廠時已塗好潤滑脂,故不必再進行清洗。新軸承必(bì)須進行清洗以去掉(diào)包裝時的防鏽油,常用的(de)清洗方法有(yǒu)手工清洗、機械(xiè)噴洗、蒸汽清洗等(děng),現場使用Z多的(de)是手工清洗,幾種常用的清洗溶劑及使用方法見表2。清洗後用壓(yā)縮空氣(qì)吹幹,再仔細檢查珠架和滾動體的縫隙是否(fǒu)殘存(cún)油脂和汙物,檢(jiǎn)查軸承內外表麵有無鏽斑、劃痕、珠(zhū)架(jià)變形、滾動體磨(mó)損,再用手轉動軸承外圈,檢(jiǎn)查轉動(dòng)是否靈活、平穩、聲音是否正常,達標後方可使用。
表2 常用清洗溶劑及使用方法(fǎ)
3 電機裝配
原來采用熱套裝的軸承在裝配時仍要采用熱套配合,不要改用冷(lěng)套配合,否則會使軸承在運行時產生噪聲、發熱,縮短其使用壽命。
3.1軸承冷裝法
檢查各結合麵尺寸符合要求後再進行安裝,冷(lěng)套過程可根據套入過程的壓緊力間接判斷配合過盈量是否合適。配裝前(qián),先把內軸承蓋塗好潤滑(huá)脂套入軸內再套裝軸承,在軸頸上薄薄塗上一層機油便(biàn)可著手裝配軸承。采用銅棒打入的(de)方法易使軸承內圈受力不均勻,原則上不(bú)允許采用;采用套銅打(dǎ)入軸承時,應(yīng)保證軸承受力(lì)均勻,套銅可采用軟(ruǎn)金屬或(huò)銅管製成,其內(nèi)徑比軸頸大2~3mm,厚(hòu)度小於軸(zhóu)承內(nèi)圈厚度,套銅與軸承內圈端麵(miàn)的接觸應緊密,要求套(tào)銅清潔幹(gàn)淨、無毛刺。
3.2軸承熱裝法
因熱套時(shí)不易(yì)發現配合過盈是否合(hé)適,故(gù)要求軸承配合前先仔細檢查軸承(chéng)與軸頸的配合尺寸。對於非密封軸承,先用清洗溶液進行清洗或在機油中煮5min左右去掉軸承防鏽油,熱套(tào)前(qián)將軸承(chéng)加熱至100℃左右(可在感應裝置(zhì)上加熱或在機油中煮25min左右),當內圈漲大後迅速套入軸頸上,套入時要防止軸承碰撞反彈,待軸承冷卻收縮後便(biàn)可緊(jǐn)緊固定在(zài)軸頸上,裝配時軸承帶型號(hào)的一麵應(yīng)朝外。
軸(zhóu)承內要塞滿潤滑(huá)脂,由軸承的一端擠(jǐ)入,另一端擠出,使潤滑脂添充在軸承內,軸承蓋內(nèi)腔所塗油量占軸承蓋總容積的1/3~2/3。在領取和加潤(rùn)滑脂前,需再次清潔軸承和工具,設(shè)備擦拭幹淨,不用木製或紙製(zhì)容器包裝潤滑(huá)脂。手工加(jiā)脂直接用手塗抹或加(jiā)注,操作前需清潔雙手;加脂(zhī)後(hòu),隨手蓋好潤滑脂桶,以防止雜物、灰塵落入桶(tǒng)內。安(ān)裝軸承端蓋時,先(xiān)檢查端蓋表麵有無雜質(zhì),大端蓋安裝後,對齊內端蓋與(yǔ)大端(duān)蓋,可緩緩轉動轉軸讓內端蓋隨之轉動;當感覺到與內端蓋螺絲對齊時停止轉動,再將幾個螺絲孔位都對齊,然後取出螺絲將外端(duān)蓋裝上,對齊螺絲孔位後,將(jiāng)外端蓋均勻(yún)敲打入內,一邊擰螺(luó)絲,一邊轉(zhuǎn)動轉軸,直到各螺絲均勻擰緊,並且轉子轉動靈活。
4 結束語
每台(tái)異步電機在拆裝、加潤滑脂(zhī)或更換軸承時都要(yào)記錄,要求記錄詳細明了,以便為(wéi)下次檢修做參考。拆裝檢(jiǎn)修後的電機要按照要求進行預防性試驗,合格後方可帶電運行。
參考文獻
[1]劉澤九.滾動軸承應用手冊[M].北京:機械工業出版社,1996
[2]中國機械學會設備維修專業學會.機修手(shǒu)冊第六卷電(diàn)氣設備修理[M].北京:機械工業出版社,1993
[3]馮學鋒.電機滾動軸承的安裝[J].電世(shì)界(jiè),2005(9):25,26
來源:《電工技(jì)術》2013年6期