於占輝
(本鋼集團北營煉鐵廠,遼寧省本溪市,117017)
摘(zhāi) 要:本鋼集團北營煉鐵廠400m2燒結機於2014年12月21日(rì)投產,投產初期單齒輥破碎機本體、導(dǎo)料槽以及減速機多(duō)次發生故障(zhàng),極大(dà)地製(zhì)約了生產,文(wén)章從(cóng)工藝和設備角度對單棍破碎機存在問題及經驗教訓進行了分析總結。
關鍵詞:單齒輥破碎機;減速機;導料槽
1 單棍破碎機工藝(yì)
1.1單棍破碎機工藝(yì)介紹
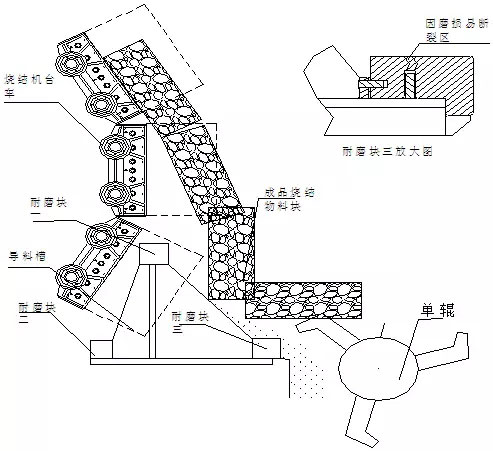
本鋼集團北營公(gōng)司新(xīn)建一台燒結機有(yǒu)效燒(shāo)結麵積為400m2,在(zài)機尾設置剪切式水冷軸單輥破碎機對燒結(jié)餅進行破碎。當燒結餅運行到機尾,燒結台(tái)車掛到機尾星輪上,台車運行到約60°傾角時,台車上的燒結礦在重(chóng)力(lì)作用下滑落到單輥導料槽內,通過導料槽滑(huá)落(luò)到單輥破碎區進行破碎,破碎至小於150mm溫度700℃-800℃燒結礦,經破碎後的熱燒結礦進入540㎡鼓風環(huán)式冷卻(què)機進(jìn)行冷卻。
單棍破碎機(jī)具有(yǒu)如(rú)下優點:①破碎過程中的粉化程(chéng)度小,成品(pǐn)率高;②結構簡單、可靠,使用維修方便(biàn);③破碎能耗低。
投產後出現了自動化程序問題、減速機(jī)故障、導料(liào)槽磨料塊掉落、單輥過載保護問題、篦板磨損過快的問題。
1.2技(jì)術性能

1.3結構說(shuō)明
該破碎機由傳動裝置、輥軸裝(zhuāng)置、軸承底座、篦板、篦板檢修台車及卷揚裝置組成。
1.3.1傳(chuán)動裝置
傳動裝置由電(diàn)動機、定扭矩聯軸器、平行(háng)軸減速(sù)機、滾珠聯軸(zhóu)器、傳動(dòng)底座等組成。電動機采用高壓YKK電動機以滿足負載變動較大的要求。當破碎機工(gōng)作時有異物進入破碎機,使破碎機過(guò)負荷時,定扭矩打滑控製破碎機停機和設備聯鎖,以保護電動機及破碎機。
1.3.2輥軸裝置
主軸(zhóu)裝置由主軸、輥齒、軸承及軸承座、輥軸給排水裝置等(děng)組成。主(zhǔ)軸用35#鋼鍛製而成,軸的中心有通水孔(kǒng)。主軸焊有17排輥齒,每排(pái)輥齒(chǐ)有(yǒu)3個齒,可以充分利用電動機功率,並可相對減少尖峰(fēng)負荷,每個輥齒均堆焊有20mm厚的耐高溫耐磨層,以保護輥(gǔn)軸。
1.3.3篦板裝置(zhì)
篦板由(yóu)板材及鍛鋼組焊而成,兩側及(jí)工作麵堆(duī)焊20mm厚的耐高溫耐磨合金層。篦板製成單根式,放置於檢修車(chē)框架的限位槽內,破(pò)碎機輥齒位於兩篦板間隙內,經輥齒(chǐ)破碎後的燒結礦(kuàng),從篦板間隙掉落到破碎機下的溜槽內。篦板製成兩(liǎng)端對稱結構,待一端磨損後可以調頭(tóu)繼續使用。
2 單(dān)輥破碎機故障及原因分析
2.1自動化工藝係統
投產後一月內燒結係統自動化係統及電氣問題比較突(tū)出,燒結(jié)機多次停機,由於(yú)停機後燒結(jié)機圓輥布料器、九棍布料器、燒結機、單輥破(pò)碎機、環(huán)冷機是(shì)聯鎖的,單(dān)台設備停機(jī)其它設備也會停機,而單棍(gùn)破碎機(jī)的電機為高壓設備,禁止連續啟停,按照規定高壓電機啟停時間必須間隔20分鍾以上(shàng),這樣會造成停機時間長,容易造成混合料槽“膨倉”,一旦膨倉(cāng),將會需要至少40分鍾時間處理料倉積料。為了避免這種情況的再(zài)次發生,將單輥設置(zhì)成不參與整(zhěng)個流程,將單輥設置(zhì)為單(dān)起單停,即(jí)其他設備停燒結(jié)機停而單輥不停,但是一(yī)旦單輥(gǔn)停機燒結機聯鎖停機,這樣燒結機可以手動啟動將混合料槽排空,燒結機機尾台車料可以翻下,由於單輥(gǔn)不停台車翻下的料經過破碎排到單輥漏嘴內,這樣不至於燒(shāo)結(jié)礦將單輥壓住無(wú)法啟動。
2.2減速機(jī)故障
投產10天(tiān)後,元月1日點檢時發(fā)現燒結(jié)礦(kuàng)掉落到單輥導料槽時,單輥減速機高速軸軸向產生較大的(de)位移,減速(sù)機高速軸向電機方向位移量達到6mm,導致電(diàn)機與減速(sù)機高速軸聯軸器之間沒有間隙而頂到一起,電(diàn)機(jī)承受較大的軸向力而產生振動和噪音。當時為了使減速機繼續(xù)運轉,將電機移(yí)開了6mm,可是這種措施加劇了軸向位移,兩天後高速軸(zhóu)軸承(chéng)抱死。減速機軸布置圖和減速機傳動簡圖如圖1。減速機(jī)為四級減速(sù),一段與二段軸為上下結構,減速機配有稀油潤滑站。將高速軸拆解後發現靠近電機側(cè)為固定端(duān),而另一側為浮動端,固定端軸承(chéng)外環與減速機透蓋之間采用(yòng)長度(dù)35mm隔套將軸承軸向固定,浮(fú)動端軸承與透蓋間沒有固定。處理方法將減速機高速軸浮動端增加(jiā)55mm寬度的隔套,使兩端(duān)同時(shí)受力,將(jiāng)軸向分力由原來一端承受,改為兩端共(gòng)同受力(lì),改造後高速軸軸向位移沒有明顯變化。
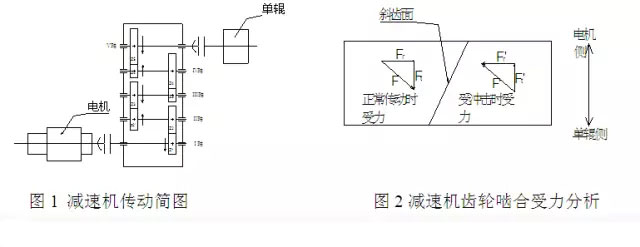
經過運(yùn)行20天後發現低速軸軸向發生軸向位移約2mm。檢修時將低(dī)速軸浮動(dòng)端軸承(chéng)壓蓋拆卸發現軸承壓蓋與軸承(chéng)外環(huán)1.6mm間隙,為(wéi)了(le)限製軸(zhóu)向位移,並保證軸承軸向(xiàng)有一定的熱膨脹量間隙(xì),將壓(yā)蓋法蘭加工(gōng)車削掉0.8mm,這樣壓蓋與軸承外環間隙達到0.8mm,運行一段時間後沒有發展,但是燒結餅(bǐng)掉落到導(dǎo)料槽時,由於重力作用燒結餅對(duì)導料槽有較大的衝擊,導致單輥、減速機、減速機基礎產生加到的震動,減速機(jī)齒輪齧合時發出噪音。現(xiàn)場運行時(shí),台車約(yuē)1分鍾傾倒物料一次,物料順(shùn)一大角度斜坡滑下,衝擊破碎輥(gǔn)單側齒臂。這一衝(chōng)擊力會驅動破碎輥按照原轉向(xiàng)加(jiā)速運轉,產生了一個瞬間的扭矩,於是破碎輥帶動減(jiǎn)速機低速軸沿(yán)原旋轉方向加速運行,此(cǐ)刻末級大齒輪將變為主動(dòng)級,使(shǐ)末級齒輪齧合將產生一個軸向力,這個軸向力與原(yuán)驅動狀態下的軸向力方向相反,會使減速機(jī)低速軸(zhóu)向(xiàng)背離破(pò)碎輥的方向移動(dòng)。衝擊的時間是短暫的,隨後破碎輥進入破碎物料(liào)的狀態,這將為破碎輥(gǔn)帶來很大的工作扭矩,此扭矩和先前衝擊帶來的扭矩是反方向的,將產生的一個軸向(xiàng)力,帶動減速機低速(sù)軸向(xiàng)趨近破碎輥的方向移動。現場觀察到的(de)情況即為減速機(jī)低速軸竄動。可見,物料的衝擊帶來的扭矩是造成減(jiǎn)速機低速軸竄動(dòng)的主要原因。
如圖2對減速機齒(chǐ)輪齧(niè)合受力分析,減速機是平行軸圓(yuán)柱(zhù)斜齒輪,這種結構(gòu)齒輪傳動具有齧合性好、傳動平穩、噪音低、承載力高、結構緊湊的優點,但同時會(huì)產生(shēng)軸向力,如圖受力分析減速(sù)機(jī)齒輪齧合時作用在齒麵上的圓周(zhōu)力F,F會(huì)產生和一個徑向分力Fr和(hé)軸向(xiàng)分Ft力,原有高速軸(zhóu)隻有固定端承(chéng)受軸(zhóu)向分力,造成固定端軸承超負荷,通過觀察燒結台車燒結餅(bǐng)在機尾下落的軌跡(如圖4)可以看出,模(mó)擬燒結餅在機尾下落時的情景,燒結(jié)餅自台車滑落到導料槽內由於燒結餅有向前的慣性力,燒結(jié)餅上表(biǎo)麵砸到單輥破碎機(jī)的齒輥上,燒結餅砸到齒輥上對(duì)齒輥產生一個瞬時衝擊力,單輥破碎機在破料時會產(chǎn)生(shēng)一(yī)個交變載荷,此時單輥軸成為主動,即減(jiǎn)速機輸出軸瞬時變為主動,造(zào)成減速機(jī)齒輪齧(niè)合力(lì)發生變化,齒輪齧合麵(miàn)也發生變化,減速(sù)機軸向力(lì)方向發生變(biàn)化,齒輪的原非齧合麵受到圓(yuán)周力F',同時分解與Ft和Fr方向相反的Ft'和Fr',(如圖2)造成輸入軸、輸出軸軸向往複位移,對軸承產生加(jiā)大的瞬時衝擊載荷,工作不平穩性使(shǐ)齒輪(lún)瞬時速(sù)比變化,造成齒輪在齧合過(guò)程中產生撞擊、振動從而產生齒輪的噪(zào)聲,而減速機(jī)軸承為雙列圓柱滾子軸承(chéng)型號22320,這種軸承能夠承載較大(dà)的徑向力但對(duì)對軸向力承載力較小,造(zào)成軸承(chéng)損壞。
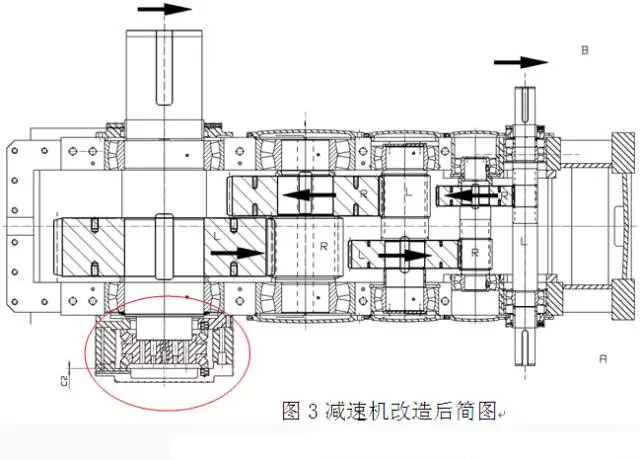
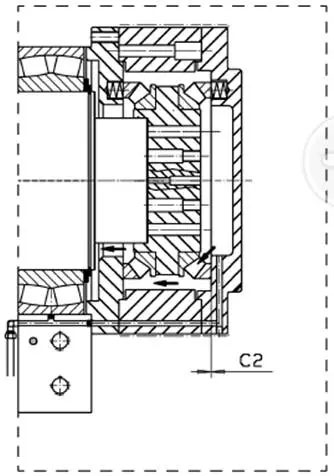
減速(sù)機出現問題後,廠家迅速(sù)給出了解決方案,減速機改進方案是(shì)如圖(3)將減速機低速軸由原來的雙(shuāng)列圓柱滾子調心軸承外側增加兩套圓錐滾子軸承,圓錐滾子軸承特點,可以承受較大的徑向和軸向載(zǎi)荷,由於隻能承受單向軸向載荷(hé),因此要承受(shòu)相反方(fāng)向的載荷就需要另一套與之(zhī)對稱安裝(zhuāng)的圓錐滾子軸承。軸承的外環設置彈(dàn)簧以有效地對軸向力緩衝,並在端部留有C2=0.8mm的軸向熱膨脹量。經過改造減速機沒有再次出(chū)現軸承損壞的問題(tí)。
2.3導料槽問題
單輥(gǔn)導料槽前端安(ān)裝了12塊耐磨塊,投產5個月發生第六塊耐磨塊(kuài)掉落,卡在篦條間,導致減速機低速軸滾珠聯軸器碎裂的重大事故。如圖4磨料塊三(sān)放大圖中(zhōng)磨料塊鑲嵌(qiàn)在卡槽中,通過固定銷固定,在Z薄處厚度僅為70mm,(如圖(tú)4)標注易斷裂區,這次磨料塊斷裂就在此處。通過對下料的模擬燒結餅自台車向下滑(huá)料開始打到落料點豎直高度為2.5m,一(yī)個台車的燒結礦(kuàng)10000Kg,根據動(dòng)量Ft=Mv,M質量,V觸地速度,F平均衝擊力,t接觸時間,這個(gè)與材料有關近似取值為0.2s,物體落地速度:V²=2gh,得:V=√(2gh),Ft=Mv≈350000N。
圖4 燒結礦下落模擬
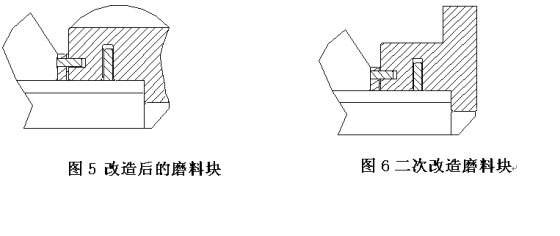
通過近似計算可以看出燒結餅落到導料槽時由勢能產生的瞬時衝擊較大,加劇了對耐(nài)磨(mó)塊三的磨損,而耐(nài)磨(mó)塊設計同樣存在問題,上表麵容易受到物(wù)料的衝刷,通過側麵剖視(shì)圖可以看到上表麵Z薄處僅為70mm,而(ér)此處受物料衝刷Z嚴重(chóng),磨損Z快。首先改變磨料塊的結構(gòu)形式,保證物料的磨損麵有足夠的強度和厚度,改造後的磨料塊(kuài)(如圖5),在(zài)受料磨損部位增(zēng)加(jiā)耐磨合金凸起,增加了受料區的(de)厚度,通過實踐(jiàn)發現增加上(shàng)部凸起後(hòu)由於凸起部(bù)分增(zēng)加了下料的阻力,造成物(wù)料夾在齒輥與磨料塊之間,料塊受到齒輥的擠壓磨損磨料塊的前部,使磨料塊前部磨損嚴重,隻使用兩個周(zhōu)期,將原有磨料塊增加一個方形凸起(如圖6),凸起的部位形成了存(cún)料區,下料時物料隻(zhī)磨(mó)損凸起的上(shàng)表麵,不會對物料形成阻力。物料很順暢滑落到單輥篦板的破碎區,而且停機檢(jiǎn)修是不用清理物料就可以判斷磨料塊(kuài)磨損程(chéng)度(dù),從而判(pàn)斷更換周期。
由於燒(shāo)結礦落差大(dà),也(yě)是造成減速機頻繁出現故障的主要(yào)原因(yīn),所以改造(zào)導料(liào)槽是解決問題的關鍵。降低(dī)燒結餅對導(dǎo)料槽的(de)衝(chōng)擊,改變燒結餅下落的軌跡,使燒結餅沿導料槽方向滑(huá)落而不是翻滾,增加台階是降低落(luò)差的有效辦法,但是由(yóu)於設計中燒結機尾部星輪到單輥普隨機齒(chǐ)輥中心距6050mm,通過模擬機現場觀察,這個數值(zhí)顯然(rán)不足,抬高(gāo)導料槽會造成台車與上(shàng)部刮(guā)料(liào)塊距離減少,容易使台車篦條刮卡(kǎ)耐磨塊一(yī),為降低燒結塊(kuài)下落的落差,在(zài)原有(yǒu)導料槽內增加“台階”,燒結礦首先落到級台階減弱衝(chōng)擊,然後再翻到(dào)下部導料槽內,在滑落到單棍篦板間進行破碎作業。
2.4過載保護問(wèn)題
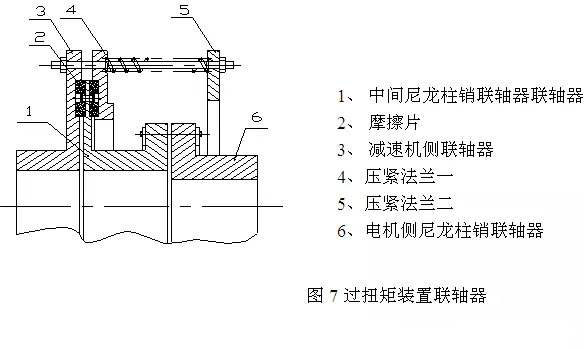
單輥導料槽磨料塊卡在篦板間時,減(jiǎn)速機聯軸器摩擦片出現打滑,由(yóu)於摩擦(cā)產生大(dà)量熱導致摩擦片燃燒,由於(yú)導料槽內有500度高溫(wēn)的燒結礦,無法檢查(chá)是否(fǒu)有異物卡(kǎ)阻單輥(gǔn),為了馬上生產,考慮到還有尼龍柱銷保護,所以采取的措施是將摩擦片壓緊彈簧的(de)距離(lí)X緊到Z短,也就使得摩擦片無法起到(dào)過負荷切斷動力的(de)作用,為了確保單輥篦板間無異物進行反(fǎn)向啟動單輥,沒有問題(tí),又采取正向手動盤車,也沒有問題所以認為無異(yì)物(wù),正常啟動單輥7分鍾後,燒結生產,燒結台車翻了一個台車的料後,伴隨著單輥傳出巨大的(de)“哢(kā)哢”聲音減速(sù)機低速軸滾珠聯軸器內齒套碎裂(liè)。減速機一旦出現過扭矩過負荷有電氣保護,過(guò)扭矩聯軸器保護,而這兩種保護都沒有(yǒu)起到(dào)保護作用。經過(guò)對兩種保護分析(xī)找到了(le)原因。首先過扭矩聯軸器(qì)結構如圖(tú)7,減速機和電機的(de)半聯軸器通過摩擦片傳遞動力,摩擦片起火後已無法正(zhèng)常使用,所以采取上述方法,通過單輥正傳反轉都沒有卡阻現象,所(suǒ)以錯誤地認為篦板間無異物,其實是單輥反轉時將卡在篦板間的磨料(liào)塊挑到導料槽內(nèi),當台車翻料時將磨料塊再次推到了篦板間。而減速機滾(gǔn)珠聯軸器(qì)內齒套有嚴重的鑄造缺陷,導致尼(ní)龍柱銷沒(méi)有(yǒu)起到保護作用。
電氣保護是定時限過電流保護,而協議中規定的是反時限保護,所謂定時限過電流保護就是繼電保(bǎo)護的動(dòng)作時間與(yǔ)短路(lù)電流的大(dà)小(xiǎo)無關,時(shí)間是恒定的,時間是靠時間繼電器(qì)的整定來獲得(dé)的。時間繼電器(qì)在一定範圍內是連續可調的(de),這種保護方式就稱為定時限過電流保護保護裝置的動(dòng)作時間隻決定於時間繼電器(qì)的預先整定(dìng)的時間(jiān),而與被保護回路的短路電流大小無關。單棍減速機設定的整(zhěng)定值達到2倍電(diàn)流超過25秒時(shí)保護動作電源被切斷,所以不能有效地保護設備。如果整定時間設置的短,由於啟動電流大,設置時間短會使電(diàn)機啟動時即跳電,這種定時間並不適合單輥破碎(suì)機。反時限過電流保護是動作(zuò)時限與被保護線路中電流大小(xiǎo)有關(guān)的一(yī)種(zhǒng)保護。當電流大時,保護的動作時限短(duǎn),而電流小時動作(zuò)時限長,所以反(fǎn)時限保護更適合單輥(gǔn)工(gōng)況(kuàng)條件(jiàn),施工方未按照協議進行施工。
為了(le)保護機械設備,在減(jiǎn)速機高速軸和低速軸上(shàng)設置有接近開關,單輥(gǔn)輸出端低速軸轉速為7.128r/min,如果單(dān)輥有卡阻,接近開關設置為15s檢測不到信號(大約一個燒結台車的料),接近開關將信息(xī)反饋到(dào)燒結主PLC,主PLC就會(huì)自動切斷電源達到保護的目的。輸入(rù)端高速軸(zhóu)速度為993r/min,一旦(dàn)聯軸器摩擦片打滑或尼龍注銷斷裂,減速機停止運轉,接近開關(guān)將信號傳給過扭矩裝置,過扭矩裝置將信號反饋給燒結主PLC自動切斷電源(yuán),防止減速機停而電機不停,造成燒(shāo)結台(tái)車繼續續翻料將單輥破碎(suì)機齒輥埋(mái)住。
2.5篦板裝置
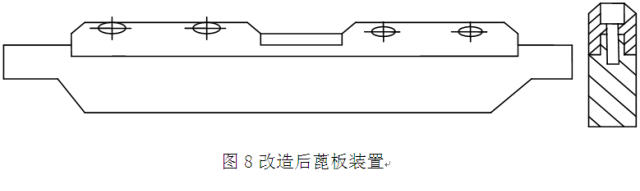
篦板裝置由18件篦板並列安裝在檢修(xiū)小車上,六個月(yuè)需要(yào)將小(xiǎo)車拉出將(jiāng)篦板調方向使(shǐ)用(yòng)。約(yuē)一年就需要全部更換,但實際(jì)磨損量占總重不足1/2,而且每次(cì)掉正方(fāng)向使(shǐ)用都需要將周圍物料清理後再將其拉出來,為了(le)延長使用壽命降低費用,便於更換,對篦板形式進行改造。根據(jù)實際情況,單輥(gǔn)在(zài)破碎物料時,物料夾雜在輥(gǔn)齒與篦板之間,對篦板的側麵產生較強(qiáng)的磨損,這一點從實際磨損可以看到,篦板(bǎn)經過磨損後呈現錐形,側麵磨損占原有(yǒu)側麵(miàn)高度的3/5,這說明篦板的側(cè)麵磨損速度超過正麵磨損。將其受料段改造為分體式,上下層兩部分,采用Y型配合麵(如圖8),使其結合牢固穩定,及時壁板磨損嚴重篦(bì)板也不會掉落,更換方便,廉價實用。下部加工成承重支撐麵,篦條固定不動可長期使用(yòng)。
三 結語
通過上述改造,單輥(gǔn)破碎機運行一直平穩,減速機完全滿足現場工況,破碎機(jī)蓖條、擋(dǎng)料塊等使用壽命明顯延長,不僅(jǐn)降低了物料的消耗,而且降低了工人(rén)的勞動強度,從設(shè)備和工藝兩方麵滿足了燒結生產的需要。
參考文獻
郭邦海主編,機械工業出版社,機械設計手(shǒu)冊,2007.3
張天啟主編,冶金工業出(chū)版社,燒結機技(jì)能(néng)知識500問,2012.8
(來(lái)源:2016年第四屆煉鐵對標、節能降本及相關技術研(yán)討會(huì)論文集)