陳巧蓮,曹小益,陳豔輝(郴州職業技術學院,湖南 郴州 423000)
【摘 要】 交叉滾子軸承被廣泛地使用(yòng)於起重(chóng)工程機械和軍工產品上。交叉滾子軸承(chéng)結構尺寸大,成(chéng)本高,購買(mǎi)一個交(jiāo)叉滾子軸承需人民幣(bì)約二十萬元,返修成本隻有(yǒu)四萬多元,且(qiě)返修後的軸承一樣的能滿足機械的使用性能,這樣大大節約了成本,提高了(le)經濟效(xiào)益。本文(wén)從技(jì)術方麵闡述了如何對已不能再使用的交叉滾子軸(zhóu)承進行返修(xiū)的過程。
【關鍵(jiàn)詞】 交叉滾子軸承;外齒圈;滾子;上內圈;下內圈;滾道;返修
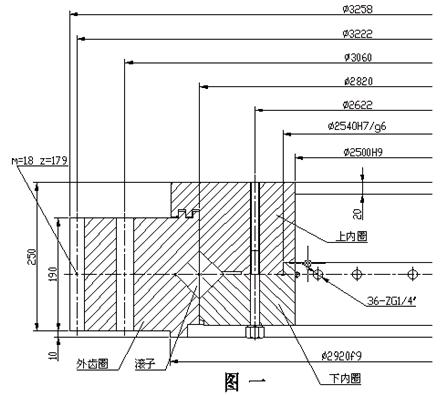
單排交叉滾子軸承由外齒圈、滾子、上內圈(quān)、下內(nèi)圈等組成,滾(gǔn)子為圓柱型,平(píng)行交叉排列在(zài)外(wài)齒(chǐ)圈、上內圈和下內圈的滾道麵所形成的通過直徑的截麵為正方形,對角線垂直於地(dì)麵的圓形空間(jiān)內(見圖一)。結構(gòu)緊湊,重量輕,裝配(pèi)間隙小,製造精度和安(ān)裝精度要求高,單排交叉滾子軸承是一種可以同時承受(shòu)軸向力、徑向力、傾翻力矩的(de)大型(xíng)軸承,通常(cháng)帶有安裝孔,潤滑孔和密封裝置。
單排交叉滾子軸(zhóu)承外(wài)形(xíng)尺寸大,更換困難,價格昂貴,在使用過程中,要求用戶維護(hù)保(bǎo)養及時,讓(ràng)其具有良好的潤滑,並調整好其與傳動(dòng)件(jiàn)的齧合間隙等,以延長它的使用壽命,保證正常生產。
某焦化廠的2#鬥(dòu)輪堆(duī)取料機的回轉機構上使用(yòng)了單排(pái)交叉滾子軸承,用(yòng)了四年後進行了大修更換,拆卸後,對其進行仔細的觀測,發現(xiàn)它根(gēn)本沒有潤滑的環境,安裝前其內腔充滿了黃油,而設備(bèi)本(běn)身給予的是稀油潤(rùn)滑環境,由於幹油堵塞所有潤滑孔,稀油無法進入內腔,造成長期幹磨,而且整(zhěng)機平衡性能不好,頭部接地壓力達6噸,使交叉滾子軸承(chéng)受力不均勻,滾子和(hé)滾道(dào)已磨損和鏽蝕,受力大的一邊更為嚴重,另外外圈與(yǔ)回(huí)轉驅動的小齒輪間隙上小下大,回轉驅(qū)動的小齒(chǐ)輪定位不牢(láo),有跳動,齒輪齧合間隙時大時小,造成打齒、憋死和回轉角度達不到設計要求(qiú)的現象。所以,更換交叉滾子軸承(chéng)時,有必要把新交叉滾(gǔn)子軸(zhóu)承的稀油潤滑改為幹潤(rùn)滑,重新調整整機平衡,保證齒輪的(de)正常齧合。
從節約生產成本的原則出發,先(xiān)把舊(jiù)的交叉滾子軸(zhóu)承拆開,經過認真仔細(xì)的檢查(chá)和測量,發(fā)現經過返修後其可(kě)再次使用。首(shǒu)先,在鬥輪機這種特定的設備(bèi)上(shàng)使用,外齒圈的工作角度一般在180°左右,也就是說整圈外齒有一半未(wèi)使用,再次使用(yòng)時,用(yòng)另一半齒,即使整圈外齒都已使用,還可以作齒麵修複。其次,四個滾道麵雖已損壞,而且麵積(jī)大,但(dàn)隻是表麵層,不深,有加工餘量(liàng),可以(yǐ)返修,根據返修(xiū)後的四個滾道麵所(suǒ)形成的淨空間尺寸Z後確定滾子的大小。再者,整個交叉滾子軸承返修的成本隻有原成本的1/3左右,可節約不少資金,有返(fǎn)修的必要。
返修過程如下:
1 清洗各個組件,修複所有組(zǔ)件外形上的缺陷
修複齒輪前先化驗上下內圈及外齒圈(quān)的(de)材質,檢驗報告表明:其均為40Cr,采用J606焊條堆焊(hàn),經熱處理調質後其硬度值為HB=240~270。上內圈上8-M24絲(sī)孔大部分已損(sǔn)壞(huài),重新攻絲(sī)成(chéng)8-M27的(de)絲孔,同樣,下內圈上的8-φ25孔改鑽成8-φ28的孔,更換連接用螺栓(shuān)等。
2 交叉(chā)滾(gǔn)子軸承主體上、下內圈、外齒圈之(zhī)間的找正(zhèng)複位
由於交(jiāo)叉滾子軸承(chéng)長時間使用後,止口、防塵迷宮(gōng)等變形嚴重,先找正後分別(bié)少量加工,車(chē)起即可,加(jiā)工前(qián)外圈先加工(gōng)齒輪齒(chǐ)頂圓,以(yǐ)此作為基準加(jiā)工其它麵,而上下內圈以原止口為基準加工其它麵(miàn)(滾道(dào)除外)。
3 齒輪的修複
Z佳的辦(bàn)法是測量出外齒圈上損壞磨損Z嚴重的齒,在保(bǎo)證齒輪模數不變的情況下,通過計算,重新滾齒,使齒輪負變位,同樣,與之相配合的減速機(jī)上的輸出小齒輪正變位,為了保證兩齒輪齧合時中心距不變,成對的齒(chǐ)輪為高(gāo)變位(wèi)。其次是把已損壞磨損的(de)齒先用修(xiū)複液整形或堆焊並留加工餘量,然後滾齒加工至原尺寸。為保證原傳動部位的零部件及備件(如輸出小齒輪等(děng))能再次使用,需要保證齒輪齧合的中心距不變,對(duì)齒形的(de)修複,采用堆焊(hàn)再加工的方法。
4 滾道(dào)麵(miàn)的修複
四個滾道麵所形成的通過直徑的截麵為正方形,對角線垂直於地(dì)麵,即每個滾道麵通過直徑的截麵均(jun1)與整體中(zhōng)心線成45°角,由(yóu)於滾道表麵損(sǔn)壞較嚴重,呈橢圓狀,表麵有凸緣(yuán)環和(hé)環狀凹痕,以前麵指明的基準(zhǔn)磨削加工滾道表麵(因表麵硬度高(gāo)),經(jīng)測量橢圓度(dù)偏差為3mm,磨削加工完後,測硬(yìng)度,均在HRC30~40,為(wéi)保證45°角,特製作樣板(bǎn)(見圖二)用於(yú)測量角度(dù)。
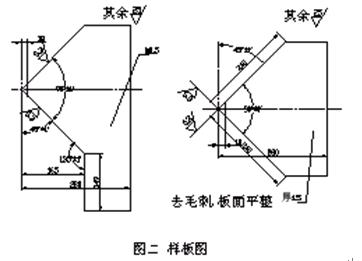
滾道經表麵淬火,淬火後硬度為(wéi)HRC55~60。然(rán)後再次磨削。
5 滾子的配製
(1)製作八個調整(zhěng)滾子,尺寸與原產品一致(φ70-0.023-0.010);
(2)將上述已製作的(de)八(bā)個滾子在圓環腔內均勻四點交叉按實際位置(zhì)放置(zhì),每個位置上交叉放置兩個(gè),將交叉滾子主要(yào)組件合成一體,擰緊螺栓使上下內圈貼合;
(3)水平支承起外齒圈至一定高度(250mm以上),讓(ràng)上(shàng)下(xià)內(nèi)圈(一體)下沉到Z低(dī)位置測量(liàng)出其上平麵與(yǔ)外齒圈上平麵的(de)相對位置即高度差H3,作好記錄;
(4)同樣,水平支承起上下內圈(一體)至一定高度(250mm以上),讓外齒圈下沉到(dào)Z低位置(zhì)測量(liàng)出(chū)其上平麵與上(shàng)下(xià)內圈(一(yī)體)上平麵的相對(duì)位置即高度(dù)差H4,作(zuò)好記錄;
(5)計(jì)算出上述兩次測量值的差(chà)值H=H4-H3,換算(suàn)成直徑(jìng)的增補量X=(H-δ)/ mm=(H/
mm=(H/.png) -0.106)mm(δ為交叉滾子(zǐ)軸承上(shàng)下遊動(dòng)間隙,約為30~80絲,取δ=0.3 mm)。
-0.106)mm(δ為交叉滾子(zǐ)軸承上(shàng)下遊動(dòng)間隙,約為30~80絲,取δ=0.3 mm)。
6、滾子直徑為φ(70+X)-0.023-0.010mm,具體推算見圖三至圖九。說明:上述中(zhōng)提到的H=H4-H3與H=H1+H2中的H相同,即H=H4-H3=H1+H2。
7、成批製作標準滾子,滾子數量為〔(交叉滾子軸承直徑×π)/(70+X)Y取整數,餘數小於一個(gè)直徑φ(70+X)的正整數。若Y為偶數時,Y即為Z終值;若Y為奇數,則Z終值為Y-1,為了保證(zhèng)餘數小於一個直徑的(de)正數值,要求重新確定滾子的直徑(增大),用在止口墊薄銅板增加滾道淨(jìng)空,重新調(diào)整,直到交(jiāo)叉(chā)滾子軸承上下遊動間隙正確為止〕。
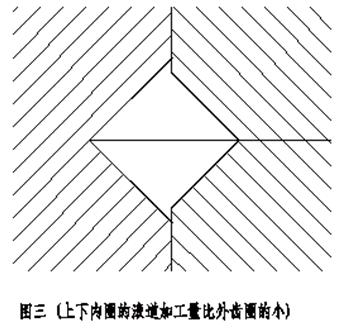
滾道麵是成對加工的,外齒圈上一對,上下內(nèi)圈為一對,配對的滾道麵(miàn)每一個通過整體圓心的截麵的兩(liǎng)母線成90º的角,且每根(gēn)母(mǔ)線與中心線的夾角為45º,假設同一截麵(miàn)內的成對加工的母線的兩交點在同一水平麵內,加工後的滾道內腔的截(jié)麵圖總是如圖三、圖四、圖五所示。
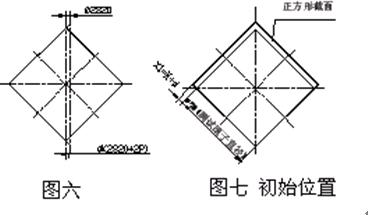
延(yán)長圖3中右邊的兩根母(mǔ)線與另兩(liǎng)根母線相(xiàng)交,再作出四根母線的兩根中心線和通過中必線交點的垂直、水平線,連(lián)接分形麵(φ2820的圓柱麵)與母線(xiàn)的交點後可知,四根母線所形(xíng)成的圖(tú)開總為對角線為垂直和水平線的正方形,垂直對角線所形成的圓柱麵直(zhí)徑D為φ(2820+2P),見圖6(同樣,上麵圖三的D為φ(2820-2P),省略)。
.jpg)
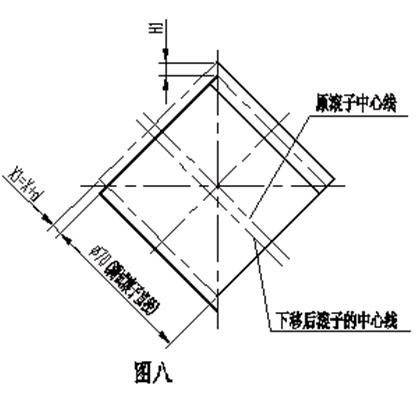
支(zhī)撐並(bìng)固定起上下內(nèi)圈(250mm以上),讓外齒圈自(zì)然下垂(見圖8),使中心線與水平線成45º角的滾子與(yǔ)滾道母線接觸,這時外齒圈的上平麵(miàn)與上下內圈的上平麵的相對位移與初(chū)始位置比較變化(huà)了H1;支撐並固定起外齒圈(250mm以上),讓上下內圈自然下(xià)垂(見圖(tú)9),使中心線與水平線(xiàn)成135º角的滾子與滾道母線接觸,這時外齒圈的上平麵與上下內圈的上(shàng)平麵的相對位移與初始位置比較變(biàn)化了(le)H2。圖(tú)八與圖九這(zhè)兩(liǎng)個極限總(zǒng)的高(gāo)度差為H=H1+H2。
6 安裝
認真清洗(xǐ),滾子嚴(yán)格交叉相隔擺放,按圖紙要求,正確地定位三主體(tǐ)件的回(huí)火帶(dài)的相對位置,擰緊緊固件,試運行,在無任何故障的情況下(xià),在內腔的裝滾子部位塞滿黃油,完全組裝成一體,在主體外(wài)表麵塗上(shàng)機油並包紮。
結語
返修後回轉機構運轉情況至今良好,交叉滾子軸承無任何異常現象出現。這樣大大減少了資金的投入,節約生產成本,給企業(yè)帶來良好的經濟效益。
參考文(wén)獻
[1]回轉支承型式、基本參數和技術要(yào)求.中華人民共和國機械工業部標準JB2300—841985年(nián)07-01實施.
[2] 郭遜.重型機械製造、裝配、工裝設計新技術新工藝與技術(shù)測量及相關標準規範實用手冊[M].
[3] 魏(wèi)富海主編.現代工程機(jī)械故障診斷與排除、維護及檢修技術實務全書[M].
[4] 大型薄壁軸承45°內外滾道麵的磨削加工[J]. 一重技術 ,2002.
[5] 大(dà)型薄壁交叉滾子軸承(chéng)內外圈45°滾(gǔn)道麵的磨削(xuē)加工[J] .重型機械科(kē)技,2004.2.
陳巧(qiǎo)蓮(1966-),女,高級講師,主(zhǔ)要從事機械設計創(chuàng)新與教學工作(zuò)。