AC6140車床是技工學校實習工廠的主(zhǔ)要(yào)生產設備和教學設備。
一、故障分析
1.主軸原始精度的檢測(cè)
(1)主軸定心軸頸的徑向跳動為0.08mm,出現較(jiào)大的徑向間隙。
(2)主軸的軸向(xiàng)竄動為0.04mm。
(3)主軸(zhóu)軸線對溜板移動(dòng)的平行度:300mm測量長度上(shàng):①在(zài)垂直麵內向下偏0.03mm;②在水平麵內向後偏0.02mm。
2.車床(chuáng)主軸(zhóu)標準精度要求(qiú)(GB4020―83)
(1)主軸的軸向竄動0.01mm。
(2)主軸軸肩支承麵的跳動0.02mm。
(3)主軸定心軸頸的徑向跳動0.01mm。
(4)主軸錐孔軸線的徑向跳動:①靠近主軸端(duān)麵0.01mm;②距主軸端麵在300mm測量長度上(shàng)為0.02mm。
(5)主軸軸線對床鞍移動軌跡的平行度:①在鉛垂平麵內300mm測量長度上為(wéi)0.02mm(隻許向上(shàng)偏);②在水(shuǐ)平麵內300mm測量長度上為0.015mm(隻許(xǔ)向前偏)。
3.車床主軸(zhóu)、軸承結構特點
圖1是CA6140車床主軸部分的結構圖。主軸的前後支承(chéng)處各裝有一個雙列短圓柱滾(gǔn)子(zǐ)軸承(圖中未畫出),用於承受徑向力。由於雙列短圓柱滾(gǔn)子軸承的剛度和承載能力大(dà)、旋轉精度高、且內圈較薄,內孔是C=1:12的錐孔,可通過相對主軸軸頸(jǐng)的軸向移動來調整軸承間隙,因(yīn)而可保證主軸有較高的回轉精度和剛度。在前(qián)支承處還裝有(yǒu)一個60°角(jiǎo)接觸(chù)的(de)雙列推力向心球軸(zhóu)承6,由於承(chéng)受左右兩個方向的軸向力。
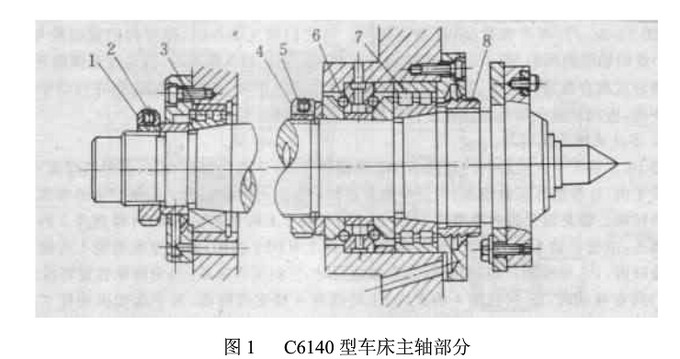

使用中如發現軸承磨損而致使間隙增大(dà)時,需(xū)及時進行調整。一般情況下,隻需調整(zhěng)前軸承即可,隻有當調整前軸承後仍(réng)不能達到要求的回轉精(jīng)度時,才需調整後軸承。
圖2為內柱外錐式動壓滑動軸承。當調節前(qián)、後螺母時,可使軸承軸向前後移(yí)動,利用軸承套的(de)錐麵和軸承自身的彈性,可使軸承內孔直徑收縮或擴張,使軸承與軸頸的間隙減少或增大,以(yǐ)形成(chéng)液體動壓潤滑。
二、確定修理工藝
1.檢查拆卸下來(lái)的主(zhǔ)軸和軸承(chéng)
觀察主軸的定心軸頸表麵已出現多處明顯環(huán)形撕痕,有(yǒu)部分撕痕(hén)還比較深(shēn),一般約有0.05~0.07mm左(zuǒ)右。這證明車床在日常使用維護和保養做得不夠好。
2.根據主軸和軸承的磨損程度確定修理工藝
主軸與滑動軸(zhóu)承配合的修複方(fāng)法有兩種(zhǒng):
種方法:如(rú)果主軸軸頸磨損不太(tài)嚴重,而滑動軸承磨損嚴重,可以更換新的滑動軸承,以軸(zhóu)為基準配刮新(xīn)的滑動軸(zhóu)承。
第二種方法:如果主軸定(dìng)心(xīn)軸頸(jǐng)磨損太嚴重,則采用先磨再鍍,Z後(hòu)再(zài)磨的(de)方法,即先測量主軸定心(xīn)軸頸拿去鍍鉻,鍍好(hǎo)鉻後把定心軸頸拿到外援磨床磨削,直到要求的尺寸,以確保軸(zhóu)的同軸度,這樣可(kě)以(yǐ)修複主軸的精度,修刮滑動軸承。
3.測量(liàng)翻磨後(hòu)的主軸精度,修刮滑動軸承
在平板上,把翻磨後的主軸前後軸頸(jǐng)分(fèn)別置(zhì)於固定V形鐵和可調V形鐵上,在主軸(zhóu)尾端(duān)塞上的(de)中心孔內放一鋼球,頂住角鐵(tiě),控製主軸的軸向移動。用百分表分別測量中間軸頸、裝配齒(chǐ)輪軸頸、法蘭表(biǎo)麵以及主軸錐孔、肩台麵等相對於主軸頸的徑向跳動和端麵(miàn)跳動。都應全部達到精度。
由於保留(liú)使用原來(lái)的滑動軸承,因此軸承外套2清(qīng)洗幹淨後可按(àn)原來的位置重新裝上,並對準油孔,用專用芯軸研點(diǎn),修刮軸承外套內錐孔,還要(yào)保證前後軸承同心,並要求接觸點有12~16點/25×25mm。然後在滑動軸承3的外(wài)錐麵均勻塗上紅丹,以外套2的內錐孔為(wéi)基準,研點配(pèi)刮軸承3的外錐麵,接觸點數量要求同上;再把滑動軸承3裝入軸承外(wài)套2的孔內,兩端分別擰入螺母4、5,並調整軸承3的軸向位(wèi)置(zhì)。以主軸6為基準配刮軸承3的內孔,軸尾的滾動軸承處要用工藝(yì)套支承,(刮至(zhì)將近達到精度時,要用正(zhèng)式裝配的徑向滾動軸承作支(zhī)承。)以(yǐ)保證前後軸承孔的同軸度。刮到(dào)軸承3內孔接觸點為12點/25×25mm,並且要均勻(yún)分布。
4.裝配和調整軸承間隙
把主軸箱和需要裝配在主軸上的所有零(líng)件用柴油徹底清洗擦淨。按照主軸上(shàng)零件的原(yuán)來裝配位置裝上(shàng)所有零(líng)件,並作好定位。正式調整滑動軸(zhóu)承的間隙。一般精度的車床主軸與軸承間隙為0.015~0.03mm。調整間隙的方法是:先將調整螺(luó)母4、5擰緊,使配合間(jiān)隙消除,然後再擰鬆小端螺母5至一(yī)定角度a,再擰緊大端螺母4,使軸承3軸向移動。即可(kě)得到要求的間隙值。也可以憑工作經驗判斷,用手(shǒu)以(yǐ)一般的力(lì)能轉(zhuǎn)動主軸為適宜,不能太緊,又(yòu)不能太鬆。用百分表固定在機床上,使百分表測頭頂在主軸頭外徑或卡盤外(wài)徑上(shàng),用一根約800mm長(zhǎng)木棍作杠杆,用不太大的力抬一抬主軸的底徑或(huò)卡(kǎ)盤底部。百分表的讀數在0.01~0.03mm,即可達到所需要的間隙。而軸尾的兩個止推滾動軸承間隙調整,應以手的力不能輕易轉動為適宜。
5.試車和精度檢驗
主軸試車一般可分為空運轉試車和切(qiē)削試車。在試車前應清洗一次主軸箱(xiāng)。並注好潤滑油。應該把變速手柄撥到Z低轉速開始,依次運(yùn)轉,各級轉速的運(yùn)轉時間(jiān)一般(bān)不少於30min,在Z高轉速時應該運(yùn)轉足夠半小時,以使主軸軸承達到穩(wěn)定溫(wēn)度。一般情況下,滑(huá)動軸承的溫(wēn)度可達到45℃~50℃左右。滾動軸承的溫度可達到60℃左(zuǒ)右。在所有轉速下,機床工作機構均應正常,不應有明顯的振動和雜音。在中(zhōng)速熱平衡條件下,進行切削試車。
(1)精車外圓的圓(yuán)度和圓柱度試驗:目的是檢驗車床在正常工作溫度和切削條件下(xià)主軸軸線與床鞍移動方向的平行度及主軸本身的旋轉精度。試車長度為Ф50×150mm。
(2)精車內圓孔試驗。試車長度為Ф60×150mm。
(3)精車(chē)端麵的平麵度試驗(yàn),目的是檢驗主軸軸線對中滑板移(yí)動方向的垂直度。試車直徑為Ф150mm,在試車(chē)完成後再進行(háng)一次(cì)主軸精度檢驗。
①主軸定心軸頸(jǐng)的徑向跳動:允差0.01mm。把(bǎ)千分表固定在機床上,使千分表測頭頂在主軸定心軸頸的錐體表麵上(shàng),旋轉主軸(zhóu)檢驗,千(qiān)分表讀數的Z大差值就是徑向(xiàng)跳動的數值。
②主軸軸向竄動,允差0.01mm。在主軸錐孔中緊密地插(chā)入一根短驗棒,將千分表固定在機床上,使千分表測頭頂在檢驗棒端麵頂尖孔上(shàng)的鋼球表麵上,旋轉主軸,千分表讀數的Z大(dà)差(chà)值即是軸向竄(cuàn)動數(shù)值。
