李(lǐ)國偉
(大秦鐵路股份有限公司(sī)侯馬北車輛(liàng)段,山西侯馬 043000)
摘 要:RE2B輪對在壓(yā)裝353130B軸承時壓裝曲(qǔ)線初始端經常會出現“起尖(jiān)”問題(tí)。本文針(zhēn)對軸承壓裝曲線初始端的起(qǐ)尖問題,從(cóng)軸承與車(chē)軸的硬(yìng)度比較、軸承壓裝對中找正、軸承壓裝過盈量、軸承與(yǔ)輪對接觸時的液壓衝擊以及各個軸承(chéng)造修工廠的(de)新造軸承比較等幾個方麵進行了原因分析;並對軸(zhóu)承壓裝初始端起尖大小對軸(zhóu)承壓(yā)裝質量的影響程度和控製措(cuò)施進行了分(fèn)析和論述。
關鍵詞:RE2B輪對;軸承;壓力曲線;問題;分(fèn)析
1 野起尖冶現象(xiàng)及相關情況介紹
1.1“起尖(jiān)”現象
從(cóng)2006年開始,由於鐵路產品升級換代,鐵路貨車由之前的21噸軸重增(zēng)加(jiā)為25噸軸重,車軸軸型也由RD2向RE2B轉變過度。但隨(suí)著軸(zhóu)型的轉變,同時暴(bào)露出新的問題(tí)。在軸承壓裝時,尤其(qí)是(shì)在壓裝RE2B型車軸所用軸承時,《滾動軸承(chéng)壓裝位移—壓力參數曲線》有時會出現“起尖”問題(tí)。
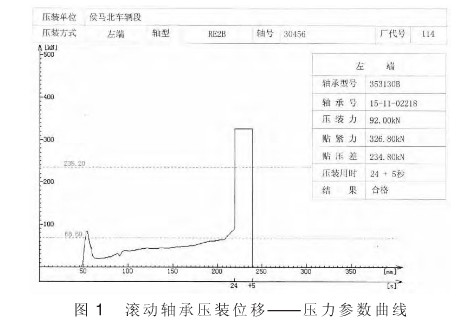
“起尖”現象是指《滾動軸承壓裝位移—壓力參數(shù)曲線》中在軸承(chéng)開始(shǐ)接觸到車軸時,壓力值出(chū)現突然(rán)增大,並且高於其後的正常壓力值的現象。起尖位置和形狀示意見圖1。
RD2型輪對壓裝(zhuāng)軸承時也會出(chū)現“起尖”問題,但起尖噸位(wèi)很(hěn)小,而且隻是(shì)個別現象,不像(xiàng)RE2B型輪對組裝353130B型軸承普遍。RE2A輪軸目(mù)前(qián)新造已經不(bú)再生產,檢修數量也很(hěn)少(shǎo),而且軸承壓裝(zhuāng)情況與RE2B輪軸軸承壓裝情況相同,故在此不再單(dān)獨述說。
1.2技(jì)術標準
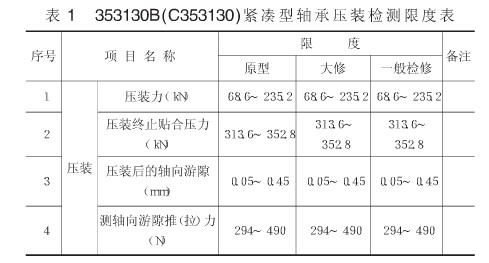
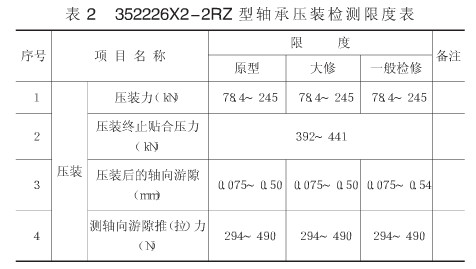
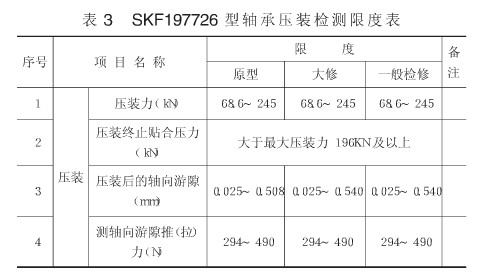
對於軸承壓裝曲線,中(zhōng)國(guó)鐵路(lù)總公(gōng)司現行技術條件《鐵路貨車輪軸組裝檢修及管(guǎn)理(lǐ)規則》(注:《關於印發<鐵路貨車輪軸(zhóu)組裝、檢修及管理規則>的通知》(鐵運[2007]98號))中(zhōng)的4.9.2.10規定:軸(zhóu)承的壓(yā)裝力及終止貼(tiē)合(hé)壓力須符合(hé)規定限度(dù)(見附表1-3),並保壓3s-5s。
《鐵路貨車輪軸組裝檢(jiǎn)修及管理規則》中對於貨車軸承壓裝過程曲線的形狀和走勢未進行明確,對(duì)於壓裝曲(qǔ)線“起尖”問題並未解釋說明(míng)。壓裝合格與否主要依據是軸承壓裝力、貼合壓力及貼(tiē)合時間來(lái)進行判定(dìng),隻有在欠壓、超壓、貼合(hé)力不符時才判定結果為不合格,其他情況均為合(hé)格,標準不明確,這(zhè)給現場檢驗工作帶來了一(yī)定的困難。
1.3“起尖”對軸承壓裝質量的影(yǐng)響
對於現場RE2B軸承壓裝中《滾動軸承壓裝位移—壓力關於鐵路貨車滾動軸承壓裝曲線初始端“起尖”問題(tí)的淺析參數曲線》“起尖”高(gāo)於(yú)68.6kN的軸(zhóu)承,組(zǔ)織進行退卸後(hòu)檢查軸承(chéng)內圈和軸頸表麵,均(jun1)沒(méi)有發現任何劃傷、擦傷痕跡,車軸軸頸及軸承(chéng)內徑(jìng)表麵均(jun1)狀態良好(其中68.6kN為《鐵路貨車輪軸組裝檢(jiǎn)修及管理規則》中規定的RE2B軸承Z小壓裝力)。而且原軸承與原輪對(duì)再(zài)次重新壓裝時(shí)均不再出現(xiàn)《滾動軸承(chéng)壓裝位移—壓力參數曲線》“起尖”問題,這說明《滾動軸(zhóu)承(chéng)壓裝位移—壓力參數曲線》“起尖”問題隻是由於壓裝時軸承壓裝機對軸承壓(yā)裝力的實時反(fǎn)應(yīng),並(bìng)不能夠完全代表壓裝質量問題。
所以“起尖”問題隻是軸承在壓裝過程中微觀原因造成的宏觀表現,並不會對軸承壓裝質量產生任何(hé)影響。
2 野起尖(jiān)冶原因分析
對於《滾(gǔn)動軸承壓裝位移—壓力參數曲線》中出現的“起尖”的問題,從以下幾個方麵(miàn)進行了分析。
2.1軸承內圈與(yǔ)車軸的材質硬度(dù)比較(jiào)
軸承內圈的材質為滲碳(tàn)軸承鋼(G20CrNi2MoA),RE2B車軸材(cái)質為50鋼,RD2車軸材質多數為40鋼。三者(zhě)的硬度分別為:滲碳軸承鋼硬度為217HB,50鋼車軸的硬度為207HB,40鋼車軸的硬度為187HB。由於50鋼和滲碳軸承(chéng)鋼(G20CrNi2MoA)兩者之間硬(yìng)度相(xiàng)差不大,並且都屬於材質較硬(yìng)的鋼材,所以兩硬度相同的硬金屬相接觸時需要克服(fú)彼(bǐ)此(cǐ)很大的金屬變形所(suǒ)產(chǎn)生(shēng)的力,因此《滾動軸承壓裝位移—壓力參數曲線》中“起尖”問題較明顯。而RD2車軸的材質為(wéi)40鋼,材質較50鋼車軸和軸承內圈較軟,故在RD2型車軸壓裝(zhuāng)軸承時基本都是車軸產生的變形,因此《滾動軸承壓裝位(wèi)移—壓力參數曲線》中“起尖”問題不(bú)明顯。
2.2軸承與軸頸(jǐng)壓裝(zhuāng)時(shí)過程分析
2.2.1軸承自(zì)行找正的因素
軸承壓裝機在壓裝軸承時為使(shǐ)軸承中心與車軸的中(zhōng)心線在同一條線(xiàn)上(shàng),保障軸承順暢壓裝。軸承導向套,在(zài)軸承壓(yā)裝機液壓伸出部位,從而(ér)避免了在(zài)軸承壓裝時出現軸承中心(xīn)線與車軸中心線嚴重偏離進而(ér)導致軸承壓潰的問題。
但RE2B車軸的軸頸直徑為150+0.068+0.020mm,導向套直徑為φ149mm,兩者之間為間隙配合(導(dǎo)向套直徑設計的比車軸直(zhí)徑小(xiǎo),主要是為(wéi)了便於(yú)軸承能夠順利(lì)引入倒套)。
導向套直徑小於車軸軸頸直徑,兩者(zhě)之間的直(zhí)徑差大約在1mm左(zuǒ)右。這樣軸(zhóu)承在套入(rù)倒套後的軸承中(zhōng)心線與車軸的中心線上下高度差為0.5mm左右。
由於軸承壓裝過程中軸承與車軸能夠實現自動找正,因此(cǐ)0.5mm的偏差不會對軸承及車軸造成任(rèn)何質量上的影響。但是由於軸承和車軸中心線之間存(cún)在0.5mm的偏差,從而導致在軸(zhóu)承在剛剛接觸(chù)到車軸時,需要有一定的外力來實現軸承與車軸的自動找正,這部分找正所需要的作用力也成為《滾動軸承(chéng)壓裝位移—壓(yā)力參數曲(qǔ)線》中“起(qǐ)尖”問題的原因之一(yī)。
2.2.2車軸軸頸進入軸承時過盈量因素
軸承內圈外側部位為倒角過度,現場測量倒角寬度(dù)為5±1mm,倒角的深度為1.5±0.5mm,車軸軸頸前端為倒角過度,圖紙顯示RE2B車軸倒角寬度為5±1mm,倒角深度為1mm。兩者之間寬度相同,深度相差無幾。
車軸與軸承之間為過盈配合,353130B型(xíng)軸承(chéng)內(nèi)圈內徑尺寸為150+0.008-0.033mm,RE2B車軸軸頸段修直徑(jìng)為150+0.068+0.020mm,內圈與軸頸配合過盈量為0.051~0.101mm。車軸與軸承又是通過冷壓裝進行組裝,故在壓裝過程中,由(yóu)於過盈量(liàng)(以及包括之(zhī)前分析的車軸與軸(zhóu)承中心線不共線的原因)的存在,所以(yǐ)在壓裝時(shí)軸承(chéng)與車軸之間首先接觸的部位為車軸和軸承的倒角(jiǎo)部(bù)位,車軸(zhóu)與軸(zhóu)承之間除摩擦力和過盈量產生的力之外,還需要克(kè)服(fú)兩者之間倒角部位接觸時產生的橫向壓力才能過順利壓裝,所以在兩部位倒角接(jiē)觸時的所承受的(de)壓力較大。進而造成《滾動軸承壓裝位移—壓力參數曲線》的“起尖”問題(tí)產生。
2.3軸頸表麵處理不徹底
軸頸表麵有繡皮、氧(yǎng)化層(céng)、雜質未徹底清(qīng)除,在軸承壓入初(chū)始階段需克服更大的摩擦力,從而造(zào)成《滾動軸承(chéng)壓裝位移—壓力參數曲線》的“起尖”問題(tí)產生。
2.4軸承與輪對壓裝時液(yè)壓衝擊因素(sù)
軸承壓裝機開始進行軸承壓裝時,軸承隨導向套一同運動。在軸承(chéng)與軸頸剛接觸的瞬間由於(yú)軸承密封裝置存在一定的彈性,導致在剛接觸的時刻軸承與車(chē)軸之間速度出現非勻速變化(huà)。
由於一定的質量的運動物(wù)體(tǐ)存(cún)在慣性,而(ér)且速度的非(fēi)勻速變化需(xū)要有外作(zuò)用力才能夠(gòu)實現。所以簡言之,軸承(chéng)在與軸頸接觸時會(huì)發生液壓衝擊(jī),導致此時壓力傳感器接受(shòu)的力(lì)較大,因此出現《滾動軸(zhóu)承壓(yā)裝位移—壓力參數(shù)曲線(xiàn)》的“起尖(jiān)”問題產生。
3 建議和措施
①每日開工前進行軸(zhóu)承壓裝機(jī)日常性能校驗,由工作者、工長、質檢員、驗收員共同(tóng)參(cān)加,比較壓力表折合壓力與計算機示值的差(chà)值(小於10kN),參加人(rén)員確認合格並簽(qiān)章後,方可開工。軸(zhóu)承(chéng)壓裝過程中,發生(shēng)設備故障時,須立即停(tíng)止壓裝,設備故障修複後須重新(xīn)進行軸承(chéng)壓裝機日常性能校驗(yàn),確認合格後方(fāng)可開工作業。
②軸承壓裝前需認(rèn)真檢查軸頸除(chú)鏽是否徹底,確認軸頸表麵無油汙、灰塵、繡皮、氧化層等雜質附著。並在軸頸上均勻塗抹厚度不低於1mm的Ⅱ號防鏽極壓鋰基脂。
③對於大修軸承增加內圈(quān)圓弧的檢查,出現軸承造(zào)修問題時及時向軸承造修工廠進行反饋,以促進軸承檢修質量得到進(jìn)一步改進。除此之外,在軸承壓裝間之前使(shǐ)用00號砂布對待壓裝的輪對軸頸前(qián)端倒角部位進行(háng)打磨。
④對於壓裝(zhuāng)“起尖(jiān)”的噸位超過68.6kN的壓裝輪軸,對軸承進行退卸,檢查軸承、軸徑(jìng)無(wú)質量問題(tí)後再重新進行選配壓裝。
4 結束語
綜上所述,雖(suī)然貨車軸承壓裝曲線(xiàn)初始(shǐ)端“起尖”問(wèn)題是不可避免的,但隻要是措(cuò)施(shī)得(dé)當還是可以(yǐ)把不合格(gé)率控製在較低(dī)的程度,滿足鐵路貨車輪對軸承要求,進而提高壓(yā)裝的合格率,提高檢修效率,確保軸承壓裝(zhuāng)質量。
來源:《中(zhōng)小企業管(guǎn)理與(yǔ)科(kē)技》2016年11期