劉蛟輝 李知衛 趙陽
(采埃孚(fú)一拖(洛陽)車橋有限公司,河南(nán)洛陽 471000)
摘 要:對立式加工中心(xīn)第四軸進行詳細深入的分(fèn)析,確定影響(xiǎng)第四(sì)軸回轉精度、造成工件平行度超差的因素,逐一調節(jiē),調整間隙,Z終恢複第四軸的精度,加工出(chū)合格的產品(pǐn)。在設備維修中,精度的調整是一個相對困難(nán)的問題,設備在使用過程中,都(dōu)會因為磨損,造成配合間隙增大,使精度減低,這就需要對傳(chuán)動的各個環節進行分析,確定間隙過(guò)大的原因和調整方法,然後根據現場情況確定間隙的合適範圍(wéi),調整間隙,Z終達(dá)到恢複精度的(de)目的。
關鍵詞:平行度;回(huí)轉精度;間隙;蝸輪蝸杆
1 故障現象
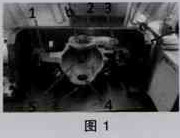
如圖(tú)1,工件(jiàn)是拖拉機前轉(zhuǎn)向驅動橋的轉向節。在這道工(gōng)序上,由一(yī)台立式加工中心(xīn)完成a、b麵,孔1、2、3、4的粗、精加工。由(yóu)於轉向節工藝尺寸的優化,b麵對a麵的平行度由0.1mm提高到0.05mm,孔1、2公共軸線(xiàn)的位置度又涉及與孔5軸線的空間交點和角(jiǎo)度問題,一個(gè)尺寸的不合格,就可能會引(yǐn)起(qǐ)其他一係列相關尺寸的超差,這就(jiù)在很大程度上提高了加工難度。目前加工出來的工件,b麵的平行度多(duō)數在(zài)0.05mm左右,在超差邊緣線。近來,b麵的平行度超差的情況突然增多,絕大多數都維持在0.07mm,孔1、2的公共軸線位置度(dù)也出(chū)現超差情況,嚴重影響到(dào)了工件的質量。
2 故障(zhàng)分(fèn)析(xī)
針(zhēn)對工件(jiàn)超差的問題,首先對加工的現場情況進(jìn)行了(le)分析,操作人員完全按照工藝指導書的操作規程進(jìn)行操作,沒(méi)有違章、違規問題,排除掉人員的問題。其次,檢(jiǎn)查毛柸刀具、毛柸不存在硬料(liào)、加工餘量大、前序不合格問題,刀(dāo)具磨損(sǔn)也不嚴重現象,對機床X、Y、Z三軸的(de)重複定位精度、反向間隙都重新(xīn)進行了(le)測量,結果(guǒ)都在正常範圍內。Z後,對第四軸進行檢查,用如圖(tú)1方(fāng)法,將第四軸旋轉(zhuǎn)到一合適位置,放鬆第四軸,把百分(fèn)表(biǎo)架固定(dìng)在卡具體上,表針頂在卡具分度盤盤麵的T型槽內側麵上,將鋼板(bǎn)置於T型槽內,用手臂以大於15~20公斤的力量順時針或逆時針方向旋轉(zhuǎn)刻度盤,旋轉不動時,停止使力並放(fàng)鬆,記下百(bǎi)分表刻度,然(rán)後(hòu)以(yǐ)相同的方法(fǎ),反方向旋轉刻度盤,記下表讀數,讀取兩刻度值之差。總共選擇(zé)四個位置進行測量,相鄰兩位置相差90度,Z終結果顯示平均差值達到0.4mm。確定造成平行度(dù)超差的(de)原(yuán)因是卡具旋轉定位誤差過大,使被加工麵(miàn)平(píng)行度超差。
3 第四(sì)軸旋轉定位精度的校正
3.1對卡具結構進行(háng)分析(xī),確定影響第四軸定位精度的要素
拆除側麵部分端蓋,初步確定卡具是由伺服電機通過一組齒輪齧合,帶動蝸杆旋轉,蝸杆與蝸輪齧合,蝸(wō)輪直接帶動卡(kǎ)具旋轉(zhuǎn),卡具旋轉到指定的位置時,液壓鎖緊,第四軸定位。
通過對卡具工作方式的分析,發現影響第四軸定位精度的因素主要(yào)是電機齒輪與蝸杆上的齒輪之間的齧合間隙、蝸杆蝸輪之間的背隙(xì)、蝸杆的攢動、卡具旋轉軸處的(de)軸承等。
3.2對影響定位(wèi)精度各要素的分析與調整
觀察卡具油窗和各潤滑點,油量充足,潤(rùn)滑良(liáng)好,旋轉第四(sì)軸,運轉平穩,沒有異響卡頓(dùn),判定選裝軸處的軸承工(gōng)作狀(zhuàng)態良好,出現問題的可能性比較小。
觀察電機,電機是通(tōng)過螺栓與卡具主體連接在一起,沒有定位銷(xiāo)。此處,電機位置可能會動,另外,齒輪之間的磨損可能會造成齒側間隙過(guò)大,影響精度。由於蝸輪蝸杆傳動方向不可逆,手動(dòng)旋轉卡具就不能使蝸(wō)杆轉動,因此(cǐ)上麵測量的定位(wèi)精(jīng)度超(chāo)差,問題不在電機處的齒輪(lún)間隙,但齒輪間(jiān)隙會影響旋轉精度。這裏,先擰鬆固定電機的螺栓,用銅棒輕(qīng)擊(jī)電機法蘭,適(shì)當減小齒側(cè)間隙,背緊螺栓,然(rán)後調整伺服(fú)電機的驅動參數(shù),消除電機旋轉的(de)反向間隙,達到調(diào)整精度的目的。但(dàn)由於傳動(dòng)鏈的減速比比較大,電機齒輪處於傳動鏈的環節(jiē),電機齒輪轉動一定角度,卡具隻(zhī)能旋轉一個很小的角(jiǎo)度(dù),因此這裏的齒輪間隙對卡具精(jīng)度的影響非常小,可以忽略不計,可以不調整。
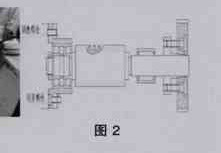
查看第四軸如圖(tú)2所示(shì)的圖紙,蝸杆一(yī)端用一對背靠背的圓錐滾子軸承實(shí)現蝸杆的軸向定位,另一端用一套深溝球軸承遊動支撐,軸(zhóu)承可相對殼體移動。蝸杆(gǎn)的軸向定位精度取決(jué)於固定端軸承的軸向遊隙,可以通(tōng)過備緊軸承的鎖緊螺母來調節間(jiān)隙(xì),從而控製蝸杆(gǎn)的軸向攢動量,達到調節精度的目(mù)的。打(dǎ)開蝸杆軸承座一端端蓋,找到鎖緊(jǐn)螺母並調節,適當減小軸承遊隙,減小蝸杆軸向攢動量,若效果不理想,可以考慮更換軸承。細看圖紙,蝸杆固定端軸承座通過M10內六(liù)角螺栓固定(dìng)在殼體上,M6內六角螺栓是頂在殼(ké)體上的,通過這兩組螺栓調節軸(zhóu)承座的位置實(shí)現蝸杆軸向位置的調整,M10螺栓是固定螺栓,M6螺栓是調整螺栓。
查看蝸輪蝸杆的相關資料,發現有一種雙導程蝸杆又稱變齒厚蝸杆,可以通過調整蝸杆的(de)軸向位置來(lái)消除蝸輪副的齧合間隙。雙導程蝸輪副與普通蝸輪副的區別是,雙導(dǎo)程蝸杆齒的(de)左、右兩側麵具有不同的(de)導程(chéng),而同一(yī)側的導程則是相等的。固然蝸(wō)杆齒左右側麵具有不同的(de)齒(chǐ)距(即不同的模數),但因同一(yī)側麵的齒距相同,故沒有(yǒu)破(pò)壞齧合條件(jiàn)。由於該蝸(wō)杆的齒厚從蝸杆的一端向另一端均勻地逐漸增厚或減薄,故可用軸向移動蝸杆的方法來消除或調整蝸(wō)輪副的齧合間(jiān)隙。
由(yóu)上述資料,可(kě)以判定這裏用的就是雙(shuāng)導程(chéng)蝸杆,可以通過調整間隙來恢複第四軸(zhóu)精度(dù)。調整方法如下:鬆開四個緊固螺栓→逆時針旋轉調整(zhěng)螺釘(間隙過大時,逆時針調整,間隙(xì)過小(xiǎo)時,順時針調整)→鎖(suǒ)緊四個緊固(gù)螺(luó)栓→用如圖2的方法測量(liàng)間隙。反複調整,直至調整到合適的間隙。蝸輪(lún)蝸杆間隙過大時,會影響(xiǎng)旋轉精度,甚至造成傳動不良,降低使用壽命等;間隙過小時,會增加傳動阻力,產生過多的熱,易燒結、膠合等。因此,間隙的調整既不能(néng)過大,也不能過小。查看(kàn)相關資料,雙導程蝸杆間隙可以調整到很小,可調整至0.01~0.015mm,普通蝸杆可調整至0.03~0.08mm,但在實際的調整過程中,必須根據現場的使(shǐ)用情況和工況,調整出合適的間隙。調整時,由(yóu)於選擇的測量位置在轉盤上,測量點測量結果會(huì)將齒側間隙放大,大約在3倍。反(fǎn)複調整後,各測量點的間隙值Z終調(diào)整至0.05~0.12mm之間,在係統中查看B軸(zhóu)負載,卡具靜止時在5%左右,穩定旋轉(zhuǎn)時在(zài)15%左(zuǒ)右,瞬時值較大。當調整間隙小於0.05mm時,B軸負(fù)載比較大,卡具靜止時就(jiù)達到10%,穩定旋轉時可(kě)達25%,會使(shǐ)驅動器電流過大,易出現過熱過(guò)載等報警,影響驅動器使用壽命。當調整間隙大於0.20mm時,就不能保證卡具的旋轉精度,生產(chǎn)出不合格的產(chǎn)品,起不到調整的目的。
調整好蝸杆齒測間隙後,測量第四(sì)軸反向間隙。如圖1的方法,將卡具旋轉到某一位置,百分表表頭頂(dǐng)在旋轉盤T型槽上,表架固(gù)定在卡具本體上。手動正方向旋轉卡具,使T型槽壓住百(bǎi)分表表頭;再走程序,使卡具正方向旋轉0.2度,記下卡具旋轉0.2度百分表走的(de)數值為0.35mm;保持百分表不動,用手撥(bō)動表盤對表,使表針(zhēn)指向0刻度線;走程序使卡具反方向旋轉0.2度,這時發現表針(zhēn)反向走(zǒu)了0.13mm,說明B軸反向間隙反映(yìng)在在百分表上(shàng)是(shì)0.22mm(由於是圓周上,這裏的間隙值將實際值(zhí)放大了)。這時調整係統中1851參數中B軸的數值,將該(gāi)數值增加了2500(調整過程(chéng)發(fā)現該數值變動(dòng)100,百分表變動量(liàng)約0.01mm),再反複調整間隙,直到反向間隙在0.05mm以(yǐ)內。可以將卡具旋轉到多個不同位置調整間隙,使各位置(zhì)間隙調整至合適(shì)範圍(wéi)。重啟係統,空走程序,一切正常。試加工零件,測量b麵平行度為0.03mm,在(zài)三坐(zuò)標測量儀上測量其他空間尺寸也都符(fú)合要求。連續加工十餘件零件,均(jun1)符合技術要求,平行度(dù)維持在0.02~0.03mm之間,完(wán)成(chéng)立加第四軸精度的恢複。
4 結語(yǔ)
這次對旋轉(zhuǎn)卡具的調整,每一步都進行了詳細細致的剖析,確保一次調整到位,縮短不必要的維修時(shí)間,遵循先易後難,先調整易(yì)判斷、易調整、易驗證的要素,再(zài)進行(háng)難拆解、難調整、難驗證的(de)要素,達到高效快(kuài)速修複設備的目的。
參考文獻
[1]丁海萍,楊晶,徐呈藝.FANUC0I係統在XH713型立式加工中心改(gǎi)造中的應用[J].機床與液壓,2016(04).
[2]許鵬飛.數控機床增加第四軸改造方(fāng)式的研究探索[J].矽穀,2013(24):132-133.
來源:《中(zhōng)小企業管理與科技》2016年第(dì)22期
