頓誌強 劉麗紅
【河南焦(jiāo)作天安(集團)群英機械製造有限公(gōng)司】
機立窯轉速較慢,立軸下部(bù)3003156軸承不易損壞(huài),不過一旦損壞,其後果與主軸上部軸承損壞一(yī)樣,造成立窯停產。采用常規的(de)更換方法至少需20d,在水泥生產銷售旺季(jì)立窯停產,經濟損失十(shí)分慘重。對此,我們采用軸瓦代替原(yuán)軸承,此法不僅成本低、簡單易行,而且(qiě)大大縮(suō)短了更換時間。
1 用軸瓦代替下部(bù)軸承的可(kě)行性分析
3003156軸承結構裝配圖如圖1所示。

圖1 立軸下部軸(zhóu)承裝配結構圖
1)因3003156軸承為雙列向心球麵(miàn)滾子軸承,可承受一定的(de)軸向力(lì),但實際工(gōng)作中其所受的徑向力遠遠大於軸向(xiàng)力。
2)3003156軸(zhóu)承被軸承座固定,用以克服軸承所承(chéng)受(shòu)的軸向力;另外,立軸受(shòu)到的軸向力主要由其(qí)下(xià)部的推力球軸(zhóu)承8340承擔,3003156軸承所受(shòu)的軸向力與徑向力(lì)相比,以及與8340受到的軸向力相比(bǐ),近似於忽略不計。
3)有關資料表明,用軸(zhóu)瓦代替立軸(zhóu)上(shàng)部(bù)3003164軸承可行,而3003164軸承(chéng)受力遠比3003156大(dà),工(gōng)作環境比3003156差。
4)此改造方法隻需5d時間(製造木模1d、鑄造3d、加工1d),立窯隻需停機半天時間即可。
2 軸瓦的設計
軸瓦材質(zhì)選用鑄造黃銅,內外徑和(hé)寬度(dù)的設(shè)計均與3003156軸承(chéng)相同,通過對立軸與3003156軸承配合處的測量,Z後確定軸瓦內徑尺寸與公差為:Φ280+0.20+0.40;軸瓦設計成兩半圓,並用螺釘固定在軸承座上,中部位置(zhì)開設注油(yóu)孔,以普通黃油為(wéi)潤滑劑,以注油孔為中心,在軸瓦與軸的接觸麵上,用刮刀開出(chū)交叉油槽,油槽以3~5mm深,5~7mm寬為宜,兩半圓的配合處(chù)有定位螺釘(dìng)。其(qí)結構(gòu)尺寸見圖2。
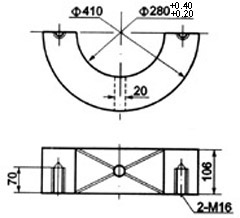
圖(tú)2 軸(zhóu)瓦結構圖(tú)
3 軸瓦加工程序及注意的問(wèn)題
正常生(shēng)產時,立軸不能被頂起,軸瓦無法安裝,如切成兩部分,配合精度無法保證。故軸瓦毛坯設計成兩半圓,這給加(jiā)工(gōng)帶來了一定難度,所(suǒ)以在加工中采取了以下措施:
1)首先加(jiā)工兩軸瓦毛坯的配合麵,找好定位基準,保(bǎo)留(liú)足夠的內、外徑加工餘量。
2)在配合麵的直線上,打上螺(luó)孔,擰上螺釘用工具固定好兩半圓軸(zhóu)瓦。
3)用(yòng)車床加工前,卡盤要(yào)卡到配合麵(miàn)的兩側(如圖(tú)3)。以防軸瓦受力,產(chǎn)生較(jiào)大變形,引起加工與變形誤(wù)差。
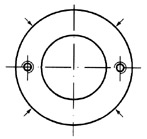
圖3 卡裝位置如箭頭所示
4)依次加工兩軸瓦的(de)側麵、外圓、內圓,為(wéi)預防軸瓦(wǎ)變形引起較大(dà)的加工誤差,內徑先加工為:

。
5)將加工好的軸瓦與軸承座配合,鑽上4個定位螺(luó)孔,且擰(nǐng)緊定位螺釘,但螺孔不要鑽穿軸瓦(wǎ)。
4 軸瓦使用時注意的問題
首先(xiān)與瓦軸配合的軸(zhóu)承(chéng)座螺栓擰得不宜太緊,防止軸瓦抱死軸頸,軸(zhóu)瓦發熱,造成軸、軸瓦的損壞;其次,要注意定(dìng)期向軸瓦內加黃油,保證潤滑安全有效,減(jiǎn)小磨損,防止發熱(rè)。在試運行時,要定期觀察配合的磨損情(qíng)況,對軸(zhóu)瓦(wǎ)磨損(sǔn)較嚴重的部位人工(gōng)用刮刀反複修正,直到接觸麵80%以上的(de)部位均勻接觸。
5 軸承改造成軸瓦的效(xiào)果
經過幾個月的試用,對軸瓦配合處檢(jiǎn)查發現,配合處油層均勻,磨損很小。此後(hòu)連續使用幾(jǐ)年(nián),運轉正常,產生了較(jiào)好的經濟效益。
來源:《水泥》1999.11
