丁炳乙
(連雲港港口控股集(jí)團徐圩(xū)有限公司(sī),江蘇連雲港 222042)
摘 要:對港口門座式起重機回轉支承外齒斷裂原因進行分析,提出快(kuài)速(sù)有效的修複方案,降低門機停機損失,延長回(huí)轉支承使用壽命,改(gǎi)進門機回轉支承的使用管理與維護(hù),防範回轉支承斷齒故障再次發生。
關鍵(jiàn)詞:港口;門座式(shì)起重機;回轉支承;斷齒(chǐ)修複
1 回轉支承概述
回轉支承又叫轉盤軸承,它有內(nèi)外圈、保持(chí)架、滾動體、密封體等構成,分為無齒式、外齒式、內齒(chǐ)式的四點接觸球軸承、雙排角接觸球軸承、圓柱滾子、三排圓柱滾子軸承等多種型式,可以同時承受較大(dà)的軸向、徑向載荷和傾覆力矩,主要用於港口機械、鋼鐵、冶金、工程(chéng)機械等重型(xíng)行業。
2007年以來,連雲港港(gǎng)口建設加快步伐,特別是“一體兩翼”戰略實施,據統計,近10年連雲港及其兩翼港區累計安裝(zhuāng)門座式起重機約60多台,以東(dōng)源港務公司為例(lì),4個10萬噸級泊位分別安裝了4台(tái)40-37、2台40-39和10台40-43型門機,全部都使用了回轉支承。
回轉支承主要用於起重機上部轉盤和下(xià)部圓筒(tǒng)體門架(jià)的聯接,通過傳動機構的驅動小齒輪與回轉支承外齒齧合,承接和傳遞回轉機構全部載荷。
2 回轉支承斷齒(chǐ)情況(kuàng)分析
2.1回轉支承斷齒情況(kuàng)
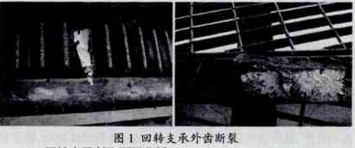
2012年11月3日5時,東源港務分公司門機一班某司機駕駛(shǐ)MQ40型門機在(zài)58#泊位“海州6”輪5艙進行紅土鎳礦卸船作業,門機起升過程中,抓鬥臨近艙口(kǒu)時,忽然聽到(dào)回轉齒圈部位異響,遂停機檢(jiǎn)查,發現在回轉支承(chéng)平行於軌(guǐ)道方向海側45°位置處(chù)一外齒(chǐ)斷裂,見圖1。
該門機2009年1月安裝調(diào)試,8月正式投(tóu)入使用(yòng),作業(yè)時工(gōng)屬具為輕型鎳礦抓鬥,抓鬥重15.6t、容積18m3,貨物比1.3t/m3,力矩裝置顯示實時負荷(hé)31t(含抓鬥),船艙內無機械,艙口無刮擦、無變形。
2.2回轉(zhuǎn)支承斷齒原因分析
回轉支承斷(duàn)齒的原因主要有兩種(zhǒng):疲勞強度斷裂、衝擊過載斷(duàn)裂。
疲勞斷裂主要是齒根受(shòu)彎曲應力,引起初(chū)始疲勞裂紋,裂紋不斷擴展,Z終導致齒輪折斷;衝(chōng)擊過載斷裂主要是由於(yú)短時過載或嚴重衝擊,靜強度不夠而導致全齒折斷或局(jú)部折斷。
據調查(chá),回轉支承設計壽命為25000工作小時,全負荷運轉轉數15萬次,發生斷齒的回轉支承累計工作台時11007小時,尚未到疲勞斷裂(liè)期(qī),回轉支(zhī)承外齒(chǐ)係突然斷裂,斷齒痕跡清晰(xī),無明顯老舊痕跡,說明回轉支承受力異常(cháng),衝擊過載引起外齒斷裂。
側隙大小是影響回轉支(zhī)承載荷和兩(liǎng)側回(huí)轉(zhuǎn)驅動齒輪受力的重要因素。經檢測,回轉支承一側與小齒輪(lún)齧合側隙為3mm,齧合標準側隙為(wéi)0.8mm-1.5mm,側隙(xì)偏大導(dǎo)致齒輪齧合麵積減少,局部應力過大,造成外齒斷裂。
3 回(huí)轉支承斷(duàn)齒的(de)修複工藝
2008-2012年,連雲港及周邊港口門座式起重機回(huí)轉支承發生斷齒等故障約有5起,普遍采(cǎi)用的方法都是更換新(xīn)的回轉支承。
港口作為服務型單位(wèi),一切都是以船舶(bó)和生產裝卸為核心,東源公司58#泊位是連雲港港10萬噸級重點通用泊位,長時間停機勢必對生產造成巨大影響。更換新回轉支承,采購周期要(yào)30天(tiān),維修成本高達82萬(wàn)元,回轉支(zhī)承就此報廢。經技術人(rén)員調研,公司決定對回轉支承斷齒進行(háng)修複,主要方法是局部補焊和鑲齒修複。
一(yī)是殘齒修補。檢查、清理、清潔(jié)殘齒,用500℃高溫多層融焊方式局部(bù)修補、打磨,保持殘齒齒根足夠回火強度、外觀(guān)平(píng)整,進(jìn)行齒輪根部探傷,確認齒輪根(gēn)部及(jí)相(xiàng)鄰位置無裂紋,見圖2。

二是新齒焊接。準備一個大小、模數相同的新齒(chǐ),根部(bù)加工雙(shuāng)45°×10角,根據(jù)齒隙和齒高調整(zhěng)定位,雙邊坡口(kǒu)交互焊接,用(yòng)異種鋼焊條進行(háng)分層堆(duī)焊,緩慢加溫,避免冷風。
三是修補打磨。新齒(chǐ)堆焊(hàn)結束(shù)加(jiā)溫到300℃保溫2小(xiǎo)時慢冷,對焊縫進(jìn)行100%UT+RT探傷,確保焊縫質量(liàng),保證齒根強度,開展相(xiàng)鄰齒隙、節圓厚度、齒頂高(gāo)測量(liàng),進行修補打磨。
四是(shì)監護使用。取消回轉(zhuǎn)機構(gòu)高速檔(dàng),降(jiàng)至額定負荷80%監護運行,連續(xù)運行8小時後,檢(jiǎn)查修複齒輪及無異常,恢複正常使用。
4 結束語
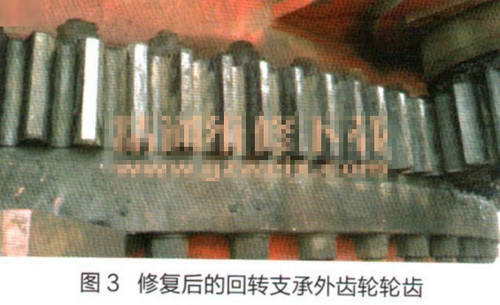
(1)東源公司58#泊位3#門座式起重機回轉支承外齒斷(duàn)齒修(xiū)複僅用時2天,修複費用1.6萬元,直接節約維修費用(yòng)80多萬元,極大的減少了門(mén)機停機時間(jiān),降低了設備故障給港(gǎng)口生產帶來的損失。
(2)截止2016年8月底,修複後的回轉支承使用情況良好,回轉支承修複後累(lèi)計使用16200h,裝卸貨物約470萬t,延長了回轉支承的使用壽命,創造了較好的經(jīng)濟效益,並對回轉支承類似斷齒故障的處理提供了極大的借鑒。
(3)回轉支承斷齒修複後,公司(sī)先後開展了港口門座式起重機回轉支(zhī)承軟帶位置調整、密封圈及保持架材料優化、回轉支承潤滑點增設、回轉驅動齒輪定位圈調整、開式齒輪固體複合潤滑技術(shù)及規範操作等一係列課題研究,取得了非常顯著的成果。
來源:《科技創新與應用》2017年第1期