劉錦 薑明星
(恒遠工程集團有限公司)
我公司承建的成都亞鑫30萬噸/年礦渣微(wēi)粉生產線工程(chéng)礦(kuàng)渣粉磨設備采用TRMS3231立式磨。此立磨潤滑係統包括三個稀油(yóu)潤滑站和一個幹油集中潤滑站。現(xiàn)就調(diào)試過(guò)程中立磨潤滑係統出現(xiàn)的一(yī)些問題及處理辦法做一總結。
1 主電機稀(xī)油站(zhàn)
1)現象(xiàng)
電機前(qián)後軸承的(de)潤滑液位不易調節。係統要求供油壓力為0.2Mpa~0.4Mpa,按常(cháng)規的調節方法,先關閉供油口球閥(fá),調節溢流閥將係(xì)統壓力調至0.5~0.6Mpa之間,然後(hòu)緩(huǎn)慢打開(kāi)供油(yóu)口球閥,將主電機前後軸承潤滑(huá)液位調至適當的位(wèi)置。在調(diào)節潤滑液位的過程中發現,供(gòng)油口(kǒu)球閥的微小(xiǎo)變動都會對(duì)液位產生較(jiào)大影響,稍一控製不當,油位不是(shì)過低就是溢(yì)出(chū),且前後軸承液位一直有一定的落差。
2)分析解決
供(gòng)油口處管徑為DN25,而進入潤(rùn)滑點處的管徑為DN10,球閥裝在供(gòng)油口處,因管徑較大,所(suǒ)以調節精度不高,不易(yì)控製;前後軸承入油口距離遠近是導致前後油位有落差的原因,因管路布置原因,前後軸承入油口與供油口的距離是不等的,所以(yǐ)路徑上的壓損也是(shì)不一樣的。因此在前後軸承入油口DN10管上各增加一個球閥(如(rú)圖1)。
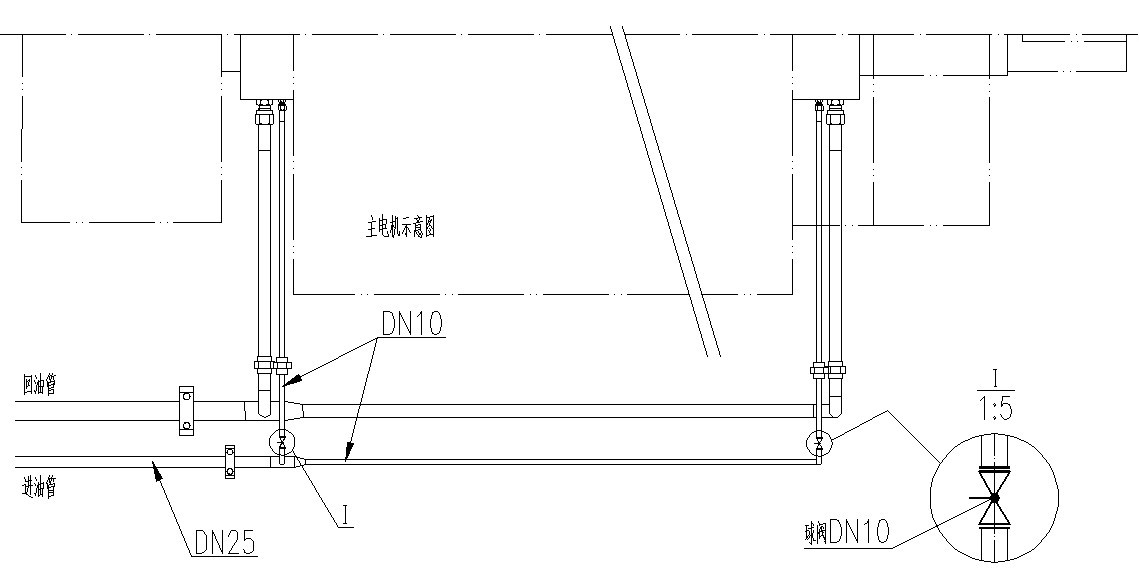
圖1 主電動機軸承供油控製
3)效果
整改後(hòu)潤滑油位比較容易調節,且前後油位可單獨調節,保證了電機前後軸承都能得到充分的潤滑,為主電機的運行提供了保障,提高(gāo)了(le)整條線的可靠性。
2 磨輥潤滑站
1)現象(xiàng)
巡檢(jiǎn)時發現2#磨輥潤滑長時間(10-15分鍾)沒有回油。
2)分析解決
在產生(shēng)該不正常現象之前,曾對三個磨輥回油管路處的可視鏡內的磁過濾刷進行過清洗(xǐ),而在此前,三個磨輥的潤滑(huá)回(huí)油(yóu)都比較正常(油壓、油溫(wēn)),因此,懷疑問題是(shì)由於清洗後可視鏡處的玻璃(lí)壓(yā)塊安裝時沒有擰緊引起的。因為磨輥潤(rùn)滑的回油靠的是射流泵(見圖2),射流泵對回油管路的密封性要求很高,不能有漏點,否則就很難(nán)抽出回(huí)油。判斷方法(fǎ)是將(jiāng)2號輥的可視鏡段的支路打開、主路關閉,通過觀察油溫表來(lái)判定是否有回油,結果是油溫表溫(wēn)度很快上升到62℃,接近了報警(jǐng)跳停溫度,說明有(yǒu)回油抽出。實際檢驗發現,確實為可視鏡處的玻璃壓塊沒有擰緊,產生了漏點。
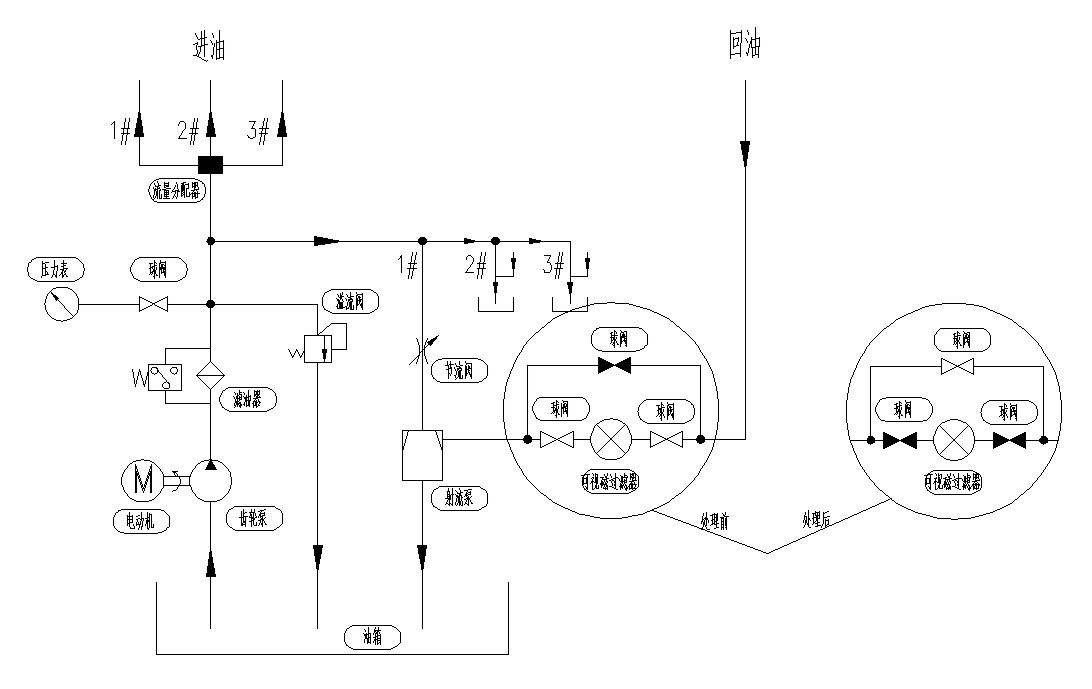
圖2 磨輥進回油控製
3)小結(jié)
①如發現某(mǒu)一磨輥長時間沒(méi)有回油,或是回油(yóu)管處的機械溫度表顯示值偏低(dī)的情況(正(zhèng)常應有40℃左右),可先調節流量分配器將此輥的(de)進油調大一(yī)點,並將(jiāng)另外(wài)兩磨(mó)輥回油管(guǎn)路上(shàng)的節流(liú)閥(fá)調小一些,以提高進入此輥射流泵潤滑(huá)油的流速和(hé)流量,增加泵內真空(kōng)度,在此過程(chéng)中密切注意磨輥後(hòu)端空氣過濾器是否有油溢(yì)出,並分析可能出現漏點的管路,即時排除。如果以上(shàng)措施還不能抽出回油,則必須停磨(mó)檢查。
②磨輥潤滑的Z佳狀態(tài)是控(kòng)製其有連續回油(yóu)(進出平衡(héng)),且磨輥內油位不沒過透氣孔(kǒng)高度(dù),這個狀態是比(bǐ)較難調節的(de)。所以一般(bān)剛起磨時(油溫較低)我(wǒ)們控製其(qí)有連續的間斷性回油,進油壓(yā)力控製在0.4~0.5Mpa。待油溫(wēn)上升穩定後,基本能保證有連(lián)續的回油。
③3號輥的回油溫度相對其他兩個(gè)輥溫度(dù)較高(gāo)(50℃)。原因:3號輥在兩個進風(fēng)口的之間(jiān),周圍環境溫度較高(gāo)。解決方法將3號輥進油調大一些,並讓(ràng)其有(yǒu)連續的回油,保證其潤滑的充分(fèn)和(hé)連(lián)續。
3 主減速(sù)機稀油站(高低壓油站)
1)現象
高(gāo)壓壓力低導致主機(jī)跳停(tíng)稀油站在磨機運(yùn)轉一段時間後出現綜合故障報警,磨機主機跳停,故障電信號為高壓(yā)壓(yā)力低(低於3Mpa)。
2)分析解決
分析(xī)可能是因為高壓溢流閥鬆動或是高壓供(gòng)油不足導致,現場將高壓管路的溢流閥重新整定,使其落輥前的高壓壓力為5~6Mpa;並在減速機(jī)低壓進油口加三塊截流板,使(shǐ)低(dī)壓測壓點壓(yā)力提高一些,同時使進(jìn)入高壓腔的潤滑油多一些。重新開機一段時間後(hòu),仍因某一高壓管路壓(yā)力(lì)低而跳停。當時油箱溫度在50℃,在此過程中觀察發現,雖然冷卻器電磁(cí)閥已得電,油箱溫度並沒(méi)有穩定的趨勢,現場檢查冷卻管路,進水和(hé)回(huí)水管路(lù)溫度都較高,沒有明顯溫差,判定根本就沒(méi)有(yǒu)冷卻水進入,檢查發現潤滑站所配的(de)電磁閥是有流(liú)向要求的,卻安裝錯誤,因此,雖然電控櫃顯示得電,實際現場電磁閥並沒有打開,冷卻器沒有起到冷卻作用。整改後,潤滑站工作正常,油箱溫(wēn)度(dù)基本(běn)穩定在44℃,低壓測點壓力0.28Mpa,高壓壓力5~6Mpa。
3)主(zhǔ)減速器(qì)稀油站高(gāo)壓控製經驗
①因潤滑油的壓力和溫度成反比例關係,油溫升高,粘度變小,油壓降低(dī)(其(qí)中礦物油粘度(dù)隨溫度的變化較(jiào)大,合成油則相對(duì)穩定),油壓降低,且高壓工作壓(yā)力取決於油溫(wēn)和磨盤的工作壓力(背壓)。與設備生產廠溝通及確認之後,在實際正常生產過程中可將壓力控製器的Z低壓(yā)力整定為2.5Mpa(原來為3Mpa),提高設備的運轉(zhuǎn)率。
②因(yīn)PLC控製中(zhōng)設(shè)置是高壓油路中隻要(yào)有一路高壓低於壓力控製器的Z低壓力整(zhěng)定值就(jiù)跳停主機。我們考慮到可能因(yīn)偶然因素影響致某一路壓(yā)力(lì)值短時間(jiān)偏低(如磨輥遇到大顆(kē)粒物料產生一定顛(diān)幅,此時對應區域的工作壓力會減小,油壓也會相對偏低),但並不影響(xiǎng)磨機的正常運轉及設(shè)備安(ān)全。在和天津院的技術(shù)人員商討後,並結合同類型(xíng)設備使用廠家的(de)經驗(yàn),在實際生產中將設置改(gǎi)為2~3路高壓同時低於整定值時跳停主機(jī),避免偶然因素對立(lì)磨正常運轉的影響。
4 幹油集中潤(rùn)滑站
此幹油潤滑站共為26個潤滑點供油(兩道鎖風閥,選(xuǎn)粉機,搖臂及加壓液壓缸軸承)。安裝後,泵運行直至各個(gè)潤滑點均擠出潤滑脂。試運行期間每3個小時電機運行10分鍾,正常工作時可將間隔時間調整(zhěng)至(zhì)4h。此設備在試運(yùn)行時工作正常。
5 結束語
潤滑係統是磨(mó)機正常運轉的保障,有利於延長設備的使用壽命,提高設備運轉率,減少故障的發生,保障(zhàng)生產的(de)順利進行。
來源:《水泥》2010年11期
